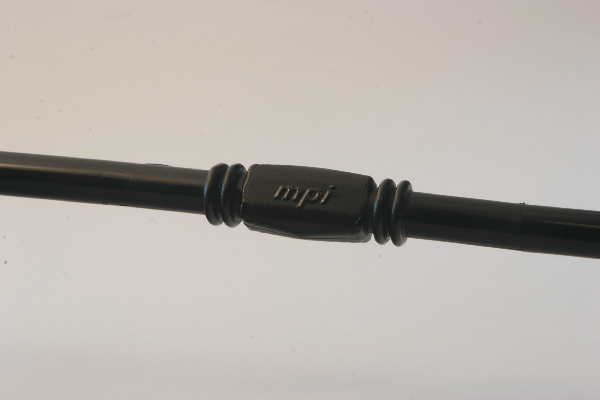
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Air-Core® in the Middle of a Tube
Air-Core® PP Reservoir: After the Air-Core® process, both ends of this part are trimmed and notched to allow it to snap into the assembly.
Air-Core® PP Reservoir
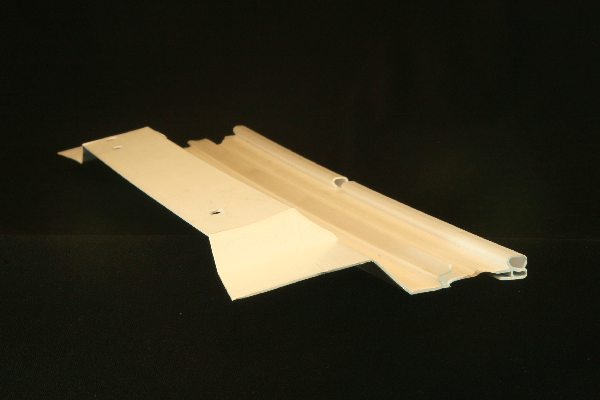
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
Glass-filled Nylon Air-Core® with Mounts
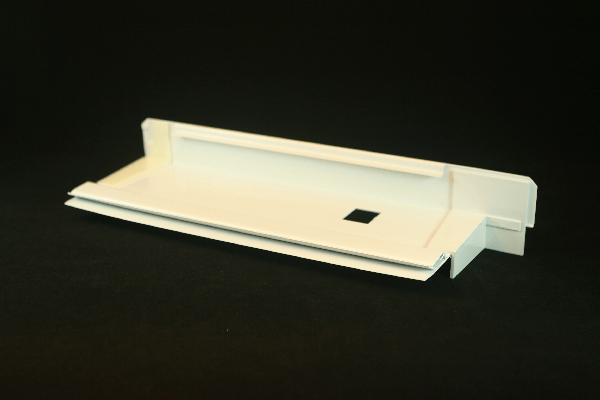
In-line Punched Extrusion: This appearance critical capped ABS extrusion is punched and cut to length in-line. Corner keys are then sonically welded onto each end for ease of assembly by the customer. (5in.x2in.x18in.)
In-line Punched Extrusion
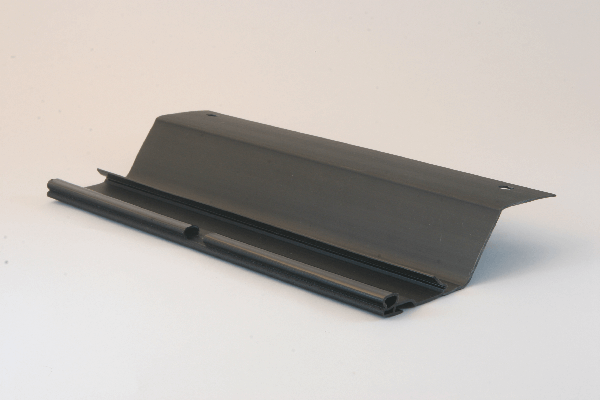
Post-formed Extrusion: This dual-extrusion rigid and flexible PVC profile is post-formed and punched to provide a finished part.
Post-formed Extrusion
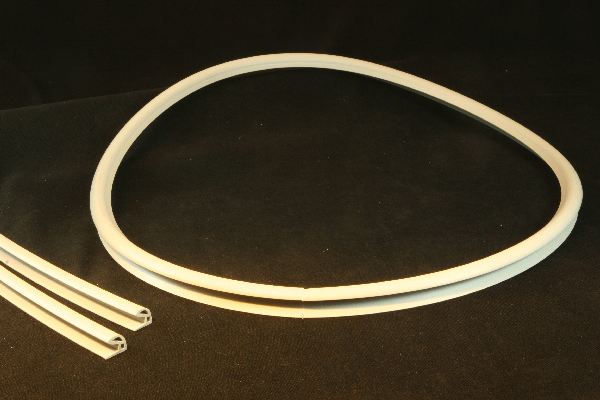
Butt-welded gasket: Among Mercury Plastics? capability is hot plate welding such as used to butt-weld this gasket.
Butt-welded gasket
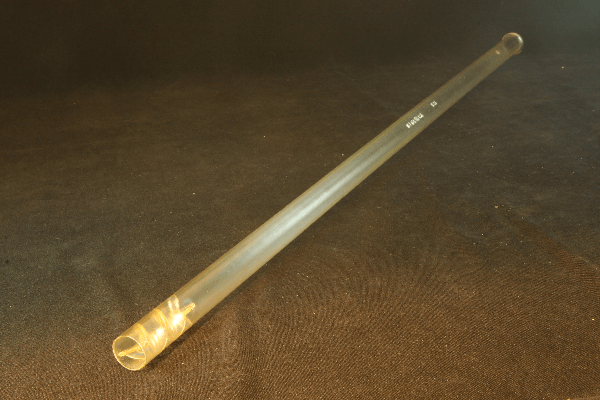
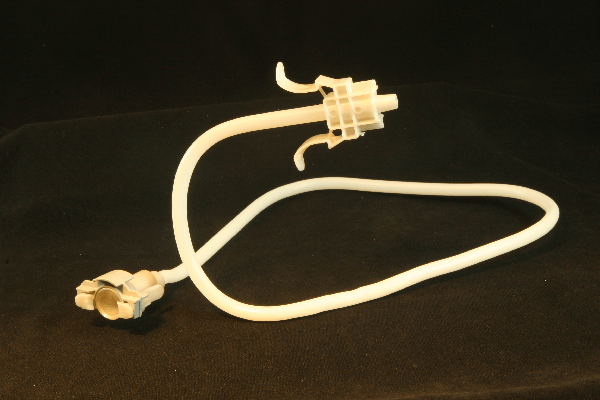
Polysulfone Diptube Assembly: Used in hot water heaters, this polysulfone diptube is extruded, belled on one end, punched on the other end and then a helix is installed into the tube.
Polysulfone Diptube Assembly
Dual Durometer Extrusion: This rigid and flexible PVC dual durometer profile is punched and cut-to-length in line.
Dual Durometer Extrusion
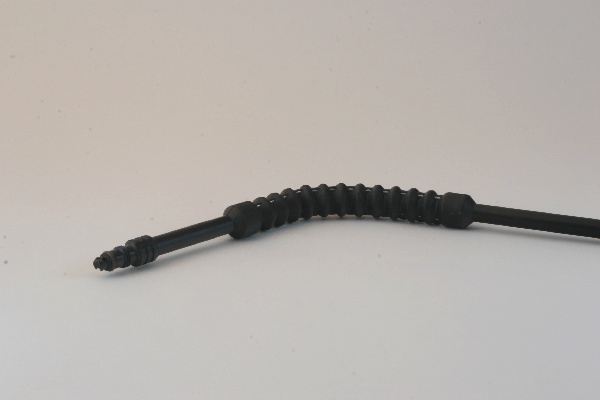
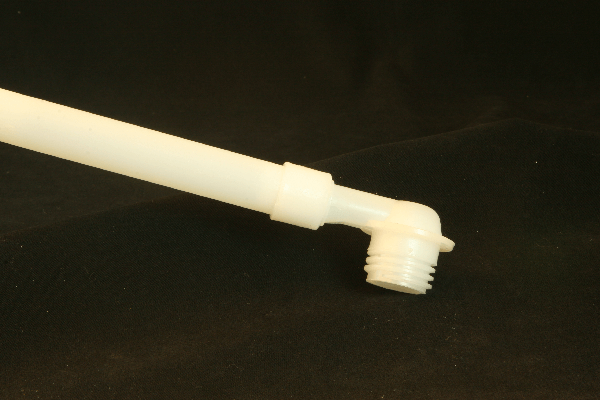
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Bend-n-Stay
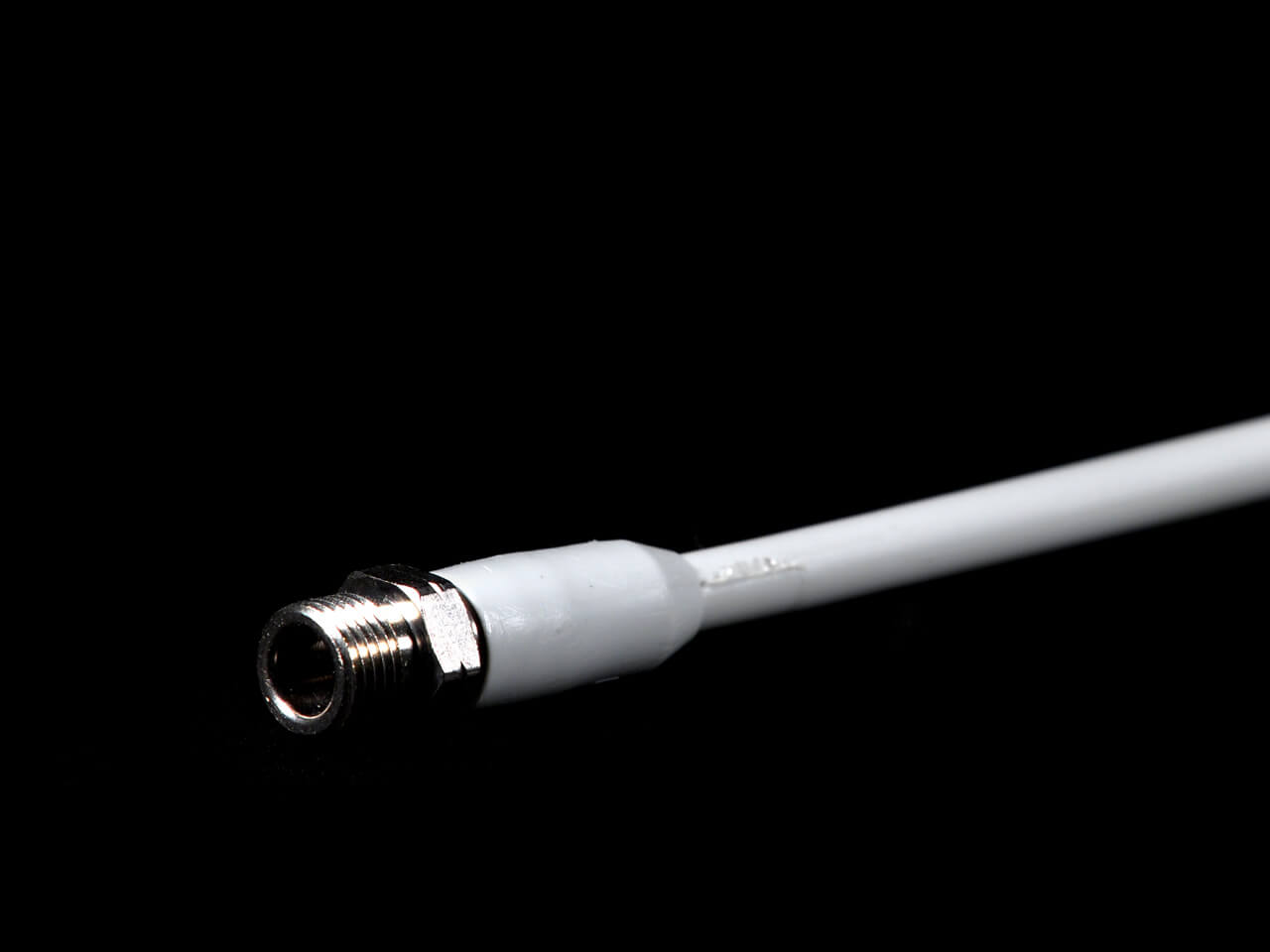
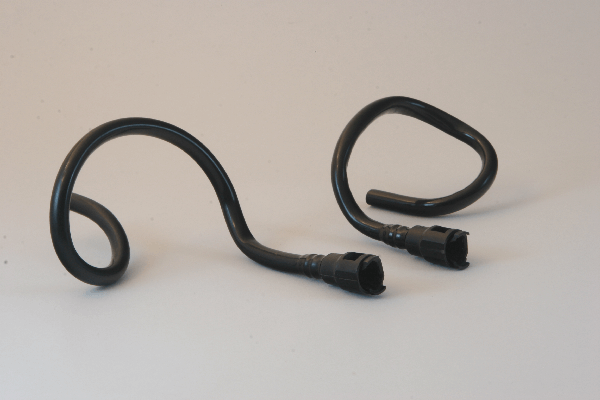
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Formed Nylon with Quick-Connects
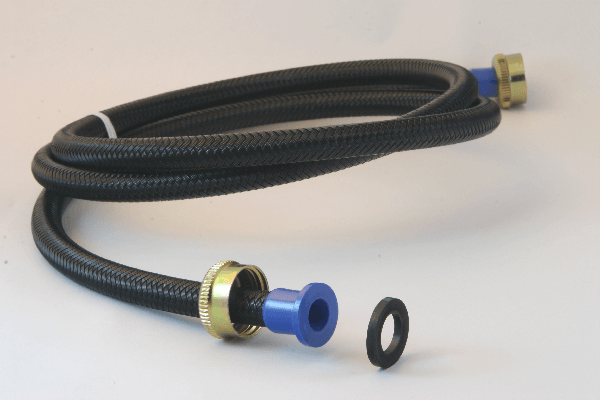
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Braided PEX Overmolded Washing Machine Hose
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Formed PP Tube with PP Overmolds
Formed Overmold: In order to provide a 90 degree connection, the PEX tube is overmolded on both ends and then formed.
Formed Overmold
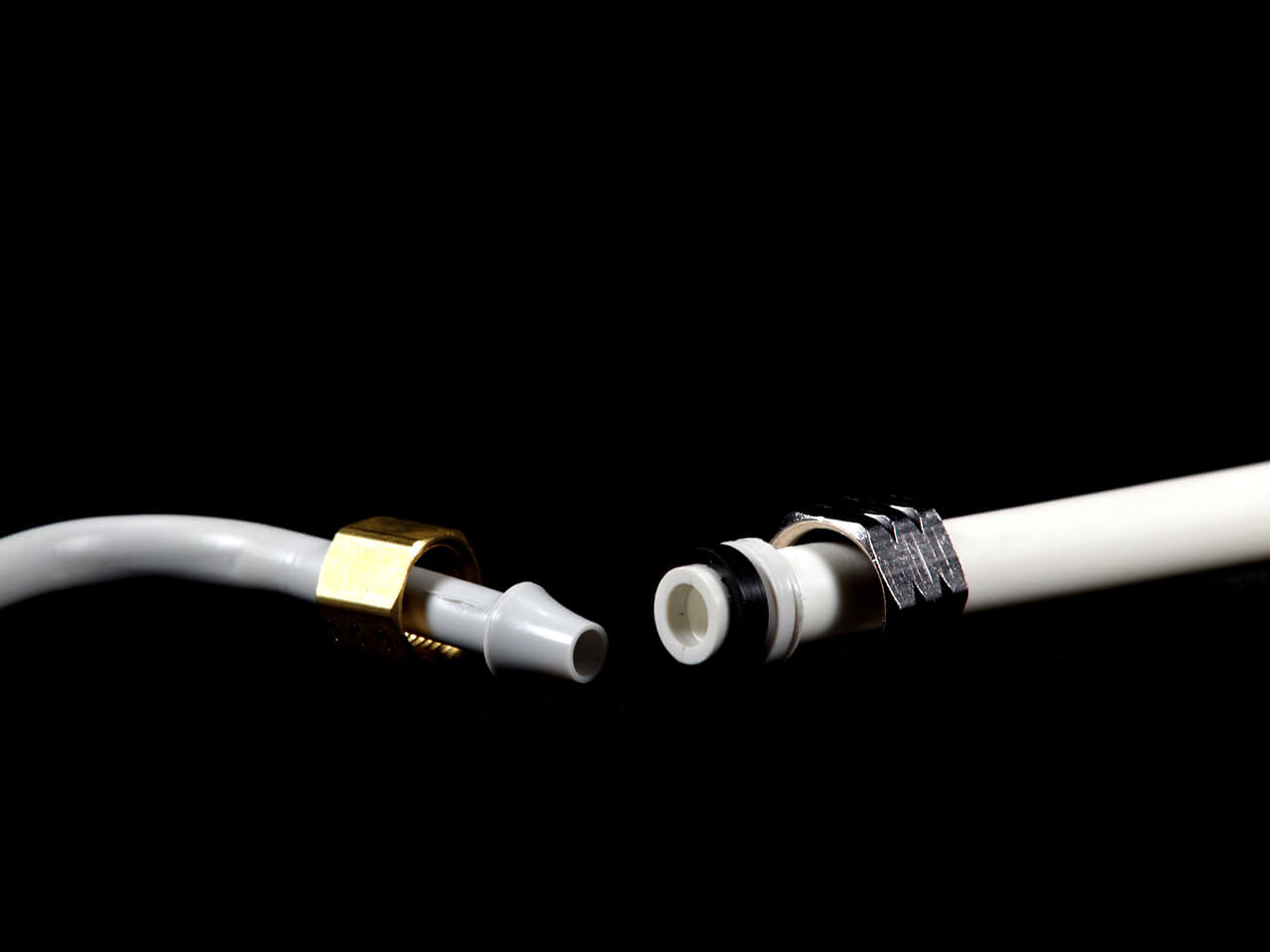
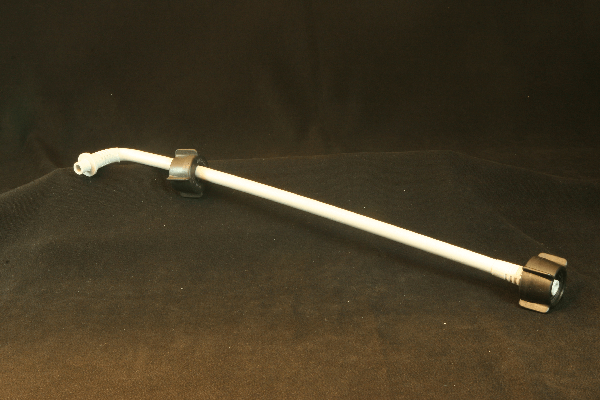
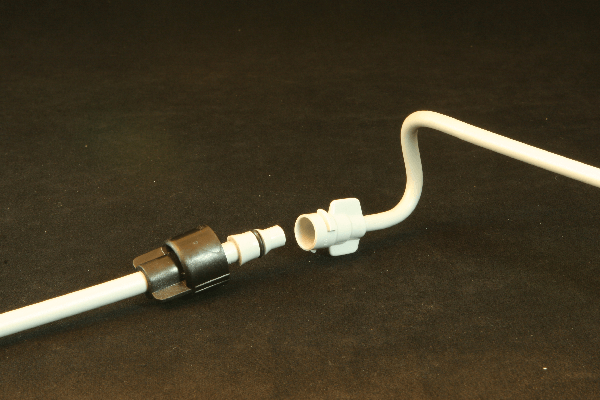
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Quarter Turn Connection
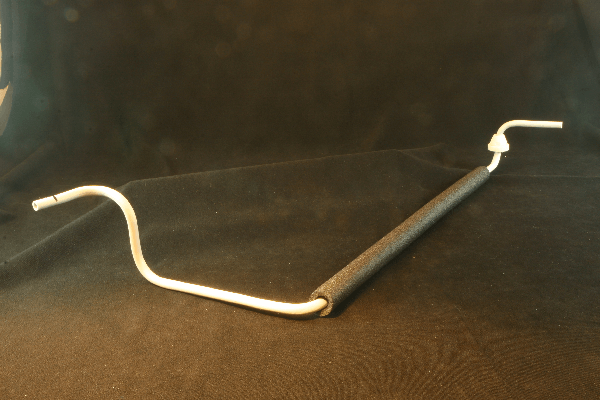
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Formed Tube Assembly
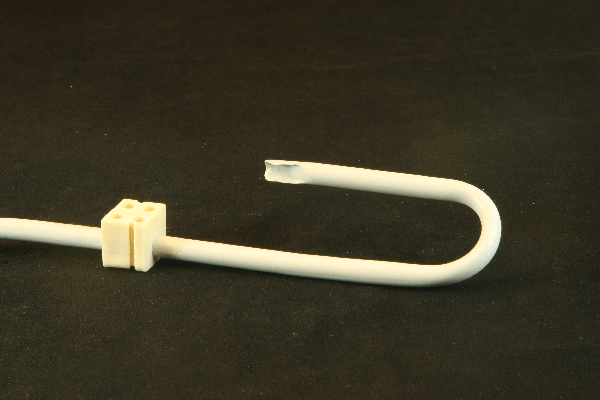
Form, Overmold, and Heat Seal: The mounting block is overmolded directly onto the tube, which is then formed and the end heat sealed.
Form, Overmold, and Heat Seal
Leak-free Assembly by Overmolding: The injection molded end part is inserted into the tube and then a band is overmolded over the joint to provide a leak-free assembly.
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
In-line Punched Extrusion: This appearance critical capped ABS extrusion is punched and cut to length in-line. Corner keys are then sonically welded onto each end for ease of assembly by the customer. (5in.x2in.x18in.)
Polysulfone Diptube Assembly: Used in hot water heaters, this polysulfone diptube is extruded, belled on one end, punched on the other end and then a helix is installed into the tube.
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Leak-free Assembly by Overmolding: The injection molded end part is inserted into the tube and then a band is overmolded over the joint to provide a leak-free assembly.