Air-Core® with Threaded Inserts: As illustrated by this Air-Core® part, it is possible to include metal threaded inserts for mounting. (2in. x5in.x11in.)
Air-Core® with Threaded Inserts
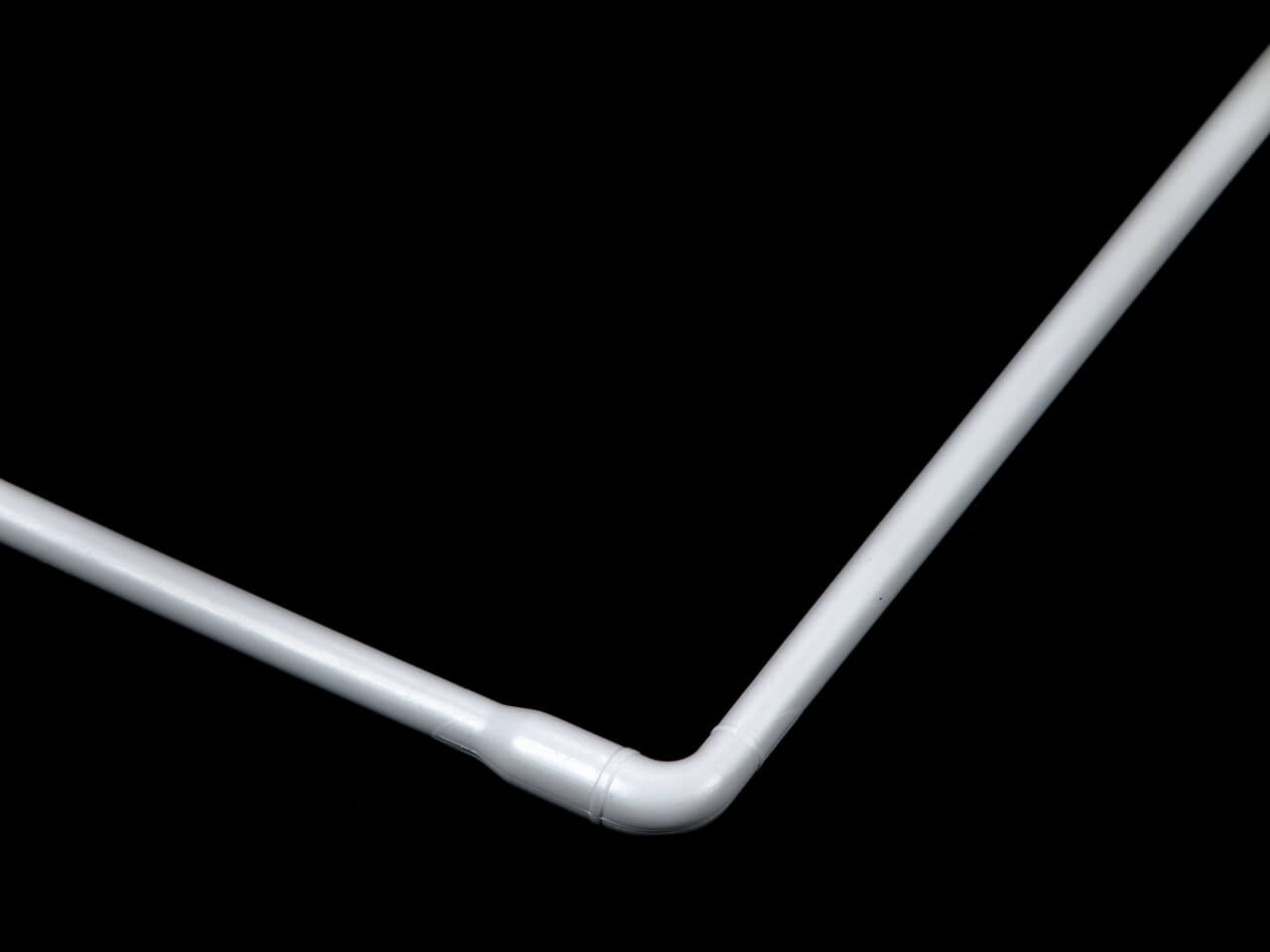
Air-Core® Tube: By using Air-Core® on this tube, we were able to provide a part with minimal disturbance in the corner. Also, we were able to blow a radial rib on each end which acts as a stop when inserting the tube into a fitting.
Air-Core® Tube
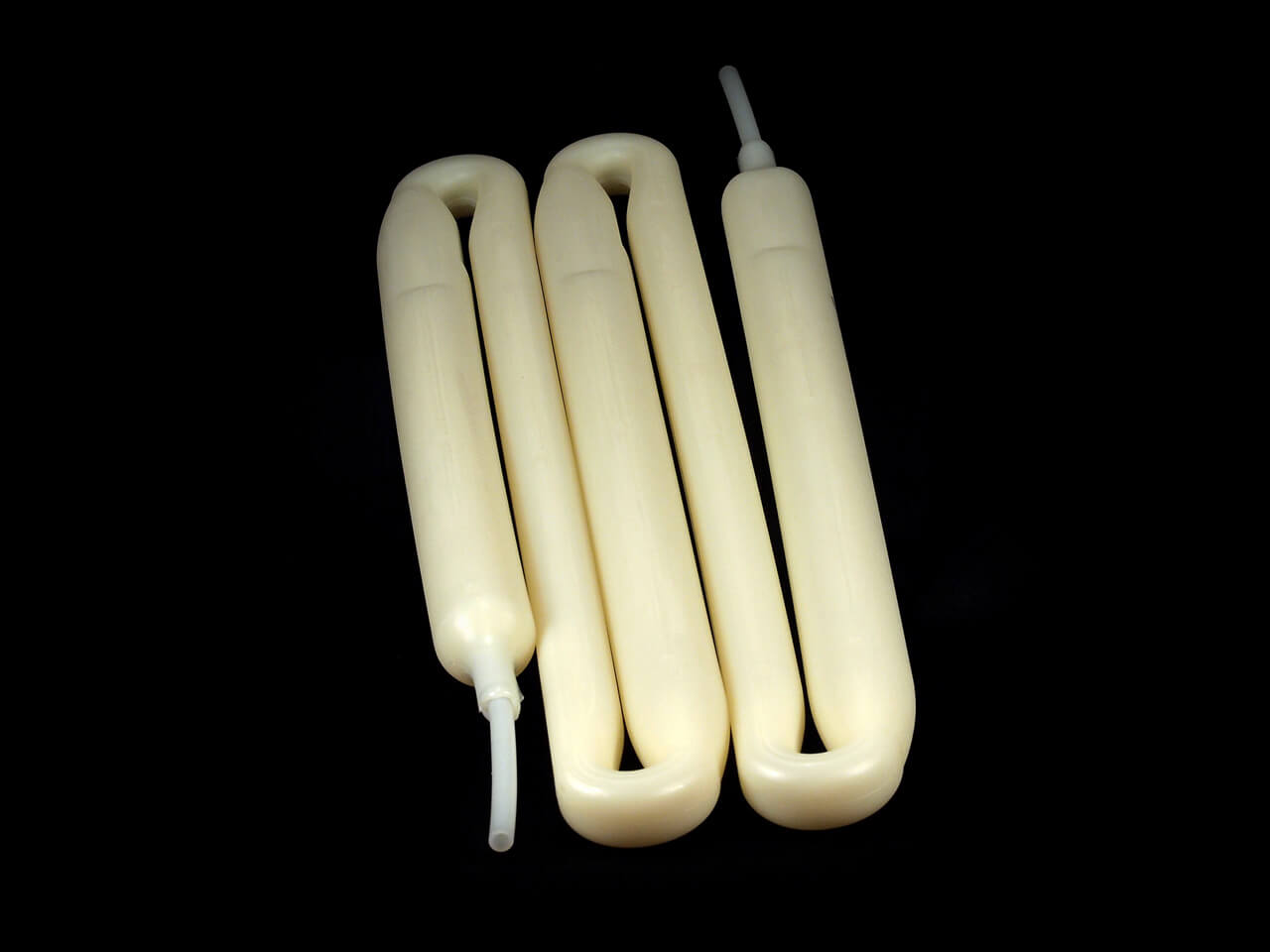
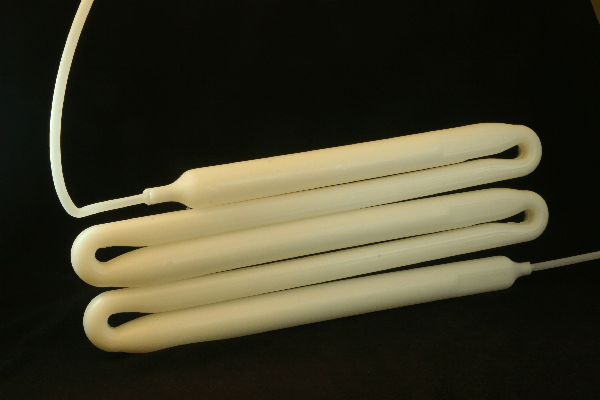
PEX Air-Core® Water Reservoir: Because there are no parting seams running the length of our Air-Core® water reservoirs, Air-Core® tanks are able to withstand higher pressures than blow molded tanks.
PEX Air-Core® Water Reservoir
Air-Core® Inserts: Thermoplastic or metal mounting brackets and fasteners can be inserted during the Air-Core® process.
Air-Core® Inserts
Multi-layer Air-Core® Possibilities: In addition to putting corrugations in the part for additional flexibility and forming the part fit around a tight corner, this multi-layer Air-Core® part utilizes a chemical resistant material on the interior and a more abrasion resistant material on the exterior.
Multi-layer Air-Core® Possibilities
Air-Core® Santoprene: By utilizing the advantages of the Air-Core® process, this Air-Core® Santoprene part replaced an assembly of 5 components.
Air-Core® Santoprene
Glass-filled Nylon Air-Core®: The Air-Core® process allows the freedom to design shapes that are not possible with traditional blow molding.
Glass-filled Nylon Air-Core®
Glass-filled Nylon Air-Core®: The Air-Core® process allows the freedom to design shapes that are not possible with traditional blow molding.
Air-Core® Bottle
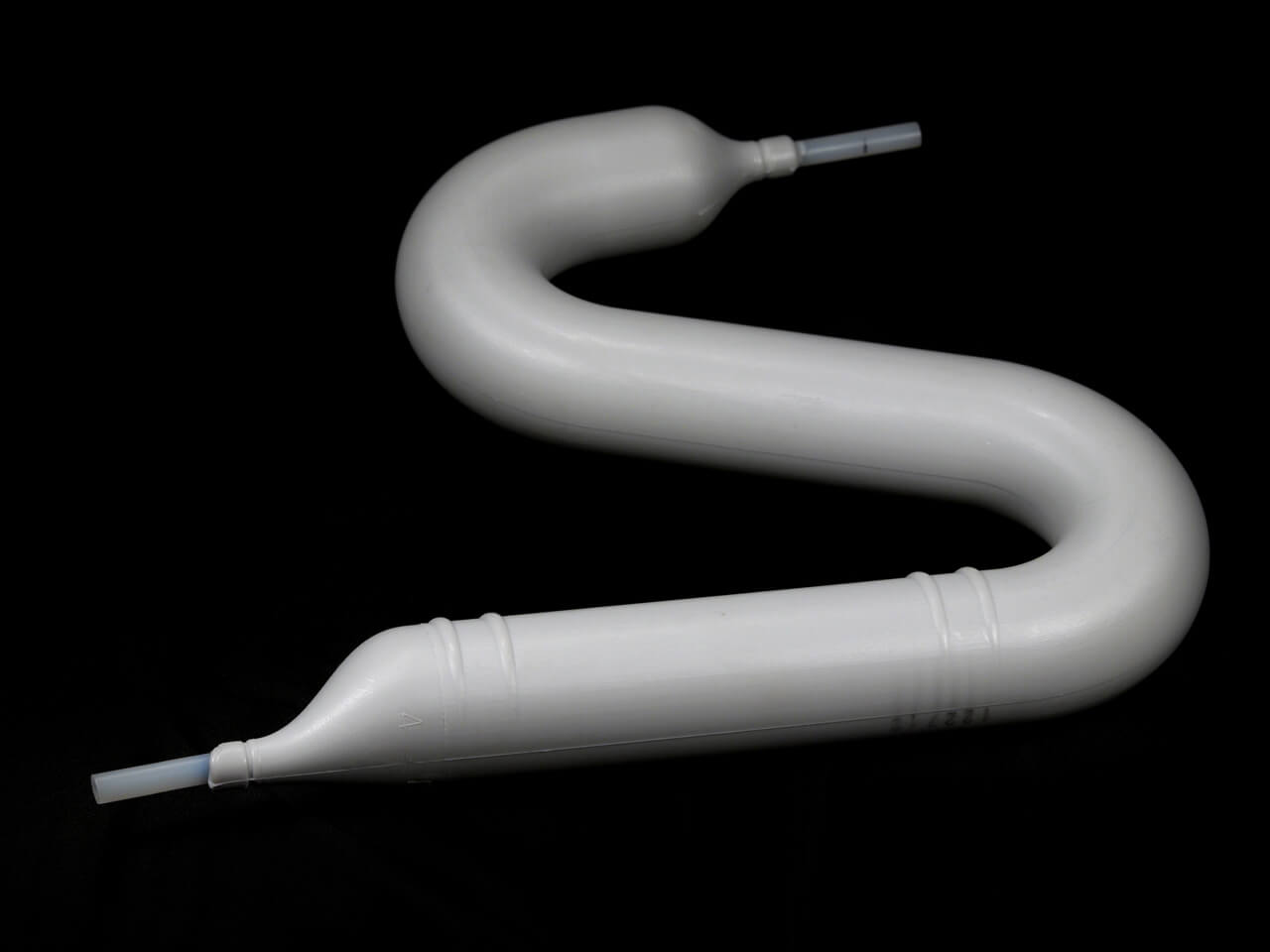
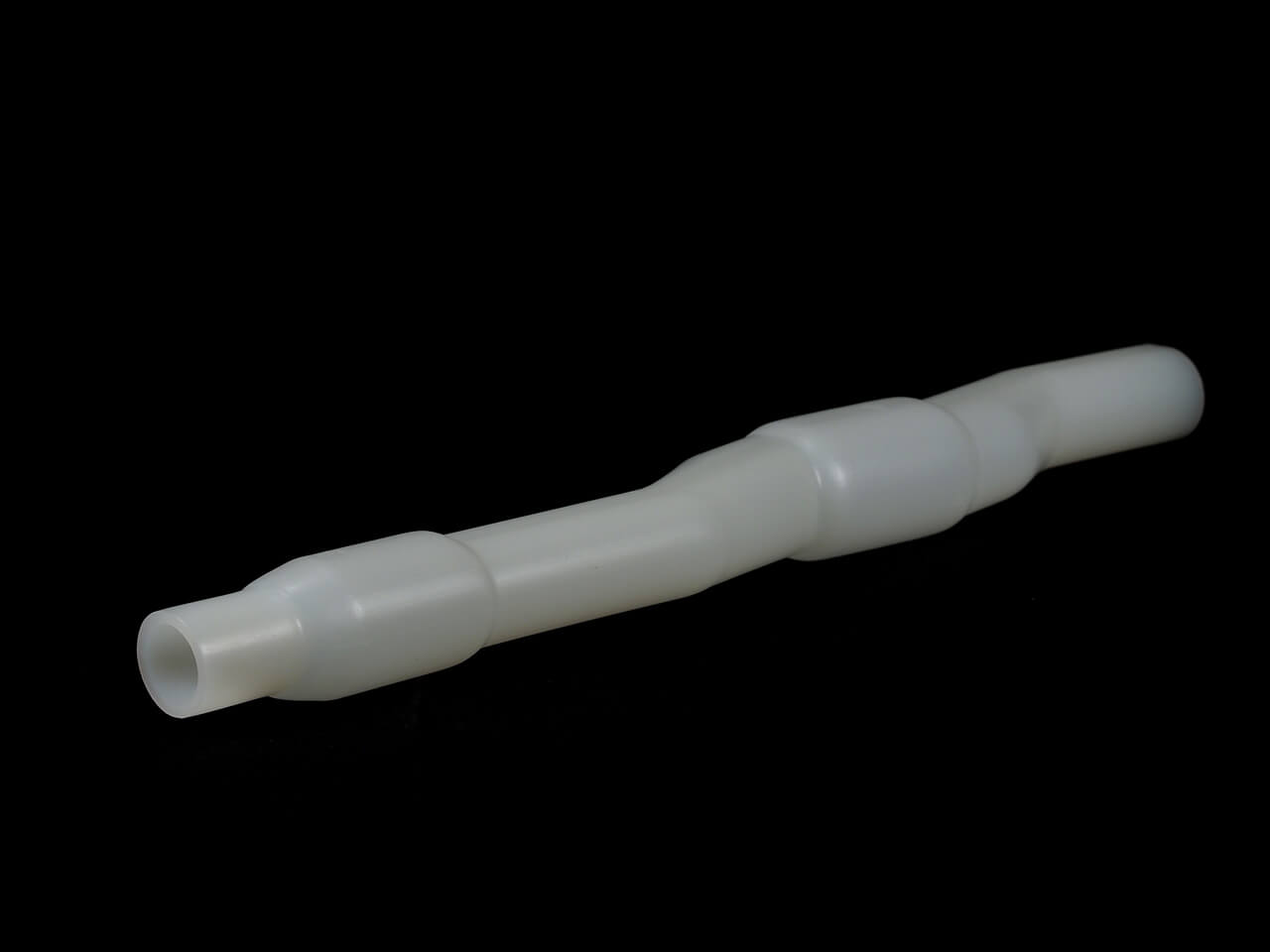
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Air-Core® in the Middle of a Tube
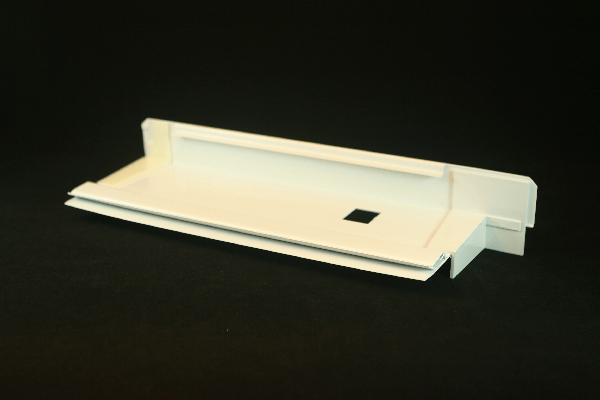
Air-Core® PP Reservoir: After the Air-Core® process, both ends of this part are trimmed and notched to allow it to snap into the assembly.
Air-Core® PP Reservoir
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
Glass-filled Nylon Air-Core® with Mounts
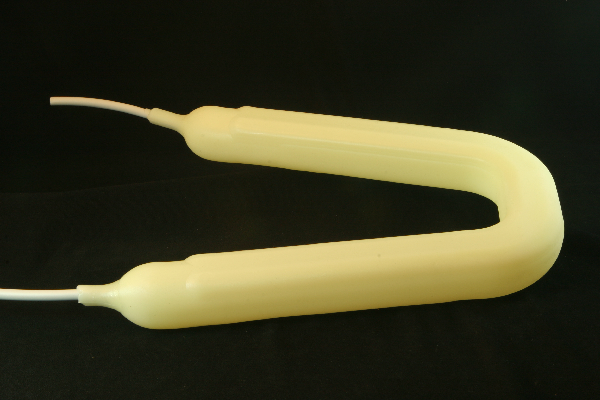
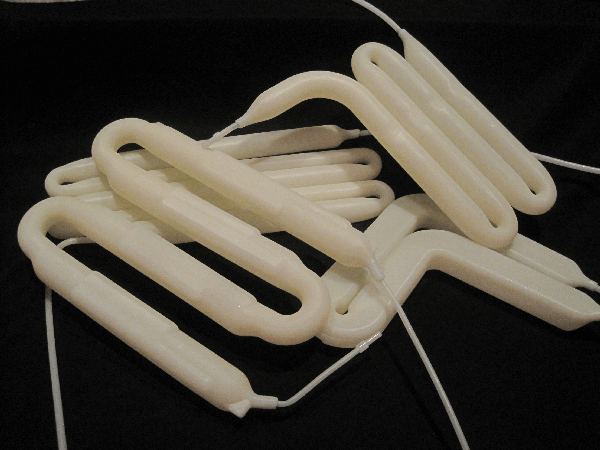
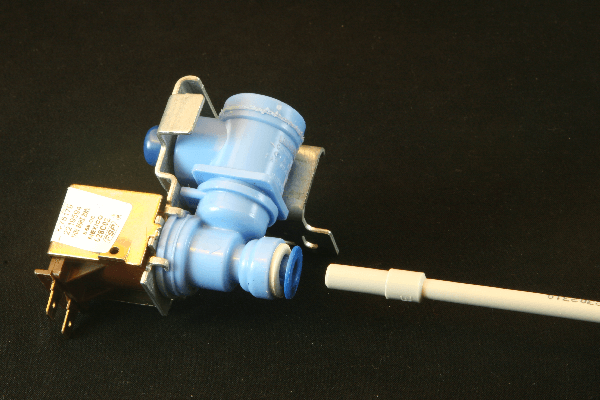
PEX 5-Pass Air-Core® Water Reservoir: This refrigerator water reservoir is able to withstand pressure in excess of 480 psi. The entrance and exit tubes are installed during the Air-Core® process to insure a leak-free connection. The entire assembly is produced using Mercury Plastics? PEX-OT material which provides superior odor and taste performance.
PEX 5-Pass Air-Core® Water Reservoir
The Air-Core® process is the perfect process for making high pressure containers, capable of holding pressures in excess of 1,000 psi. Because Air-Core® parts start out as tubes; there are no seams, so the hoop strength of the material is capitalized on. Cross-linking the tanks also increase their strength and durability. The tube connections are made during the Air-Core® process, insuring a strong leak-free connection every time.
Air-Core® with Threaded Inserts: As illustrated by this Air-Core® part, it is possible to include metal threaded inserts for mounting. (2in. x5in.x11in.)
Air-Core® Tube: By using Air-Core® on this tube, we were able to provide a part with minimal disturbance in the corner. Also, we were able to blow a radial rib on each end which acts as a stop when inserting the tube into a fitting.
PEX Air-Core® Water Reservoir: Because there are no parting seams running the length of our Air-Core® water reservoirs, Air-Core® tanks are able to withstand higher pressures than blow molded tanks.
Multi-layer Air-Core® Possibilities: In addition to putting corrugations in the part for additional flexibility and forming the part fit around a tight corner, this multi-layer Air-Core® part utilizes a chemical resistant material on the interior and a more abrasion resistant material on the exterior.
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
PEX 5-Pass Air-Core® Water Reservoir: This refrigerator water reservoir is able to withstand pressure in excess of 480 psi. The entrance and exit tubes are installed during the Air-Core® process to insure a leak-free connection. The entire assembly is produced using Mercury Plastics? PEX-OT material which provides superior odor and taste performance.
The Air-Core® process is the perfect process for making high pressure containers, capable of holding pressures in excess of 1,000 psi. Because Air-Core® parts start out as tubes; there are no seams, so the hoop strength of the material is capitalized on. Cross-linking the tanks also increase their strength and durability. The tube connections are made during the Air-Core® process, insuring a strong leak-free connection every time.
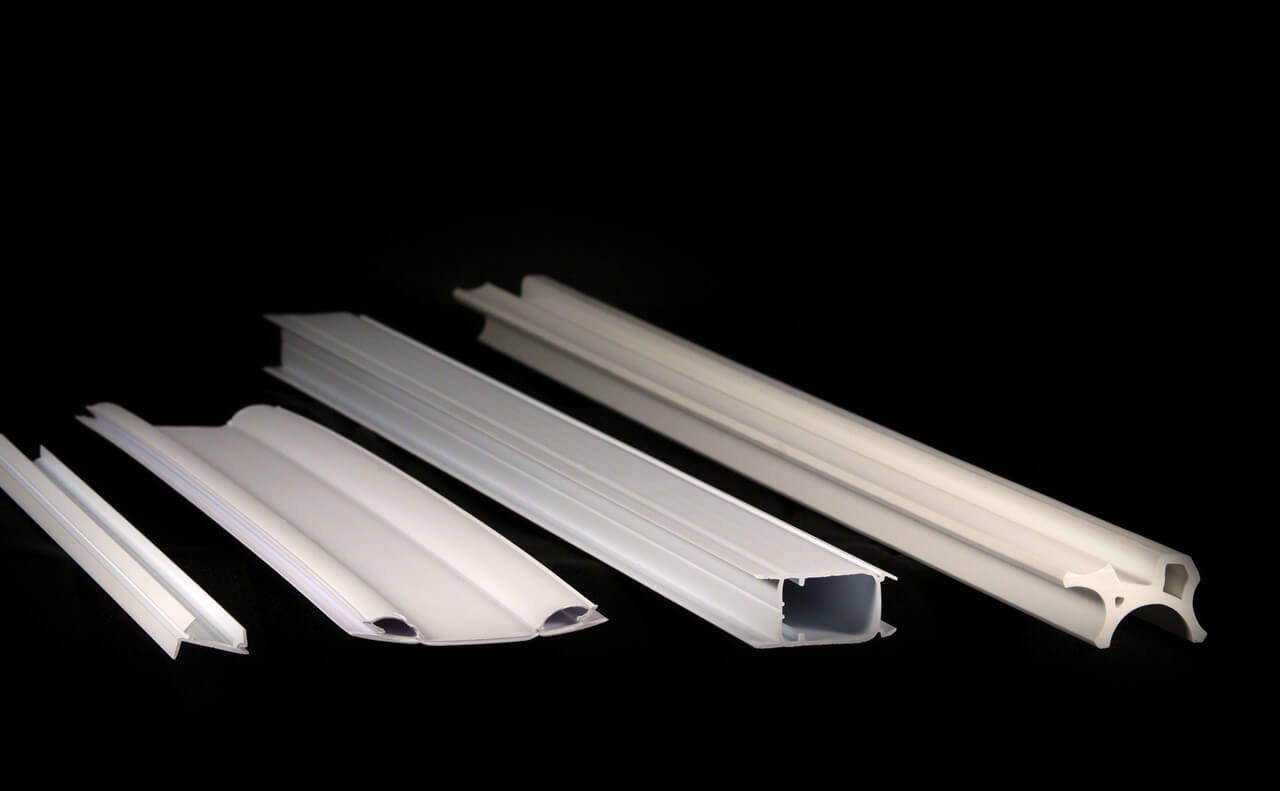
Extrusion
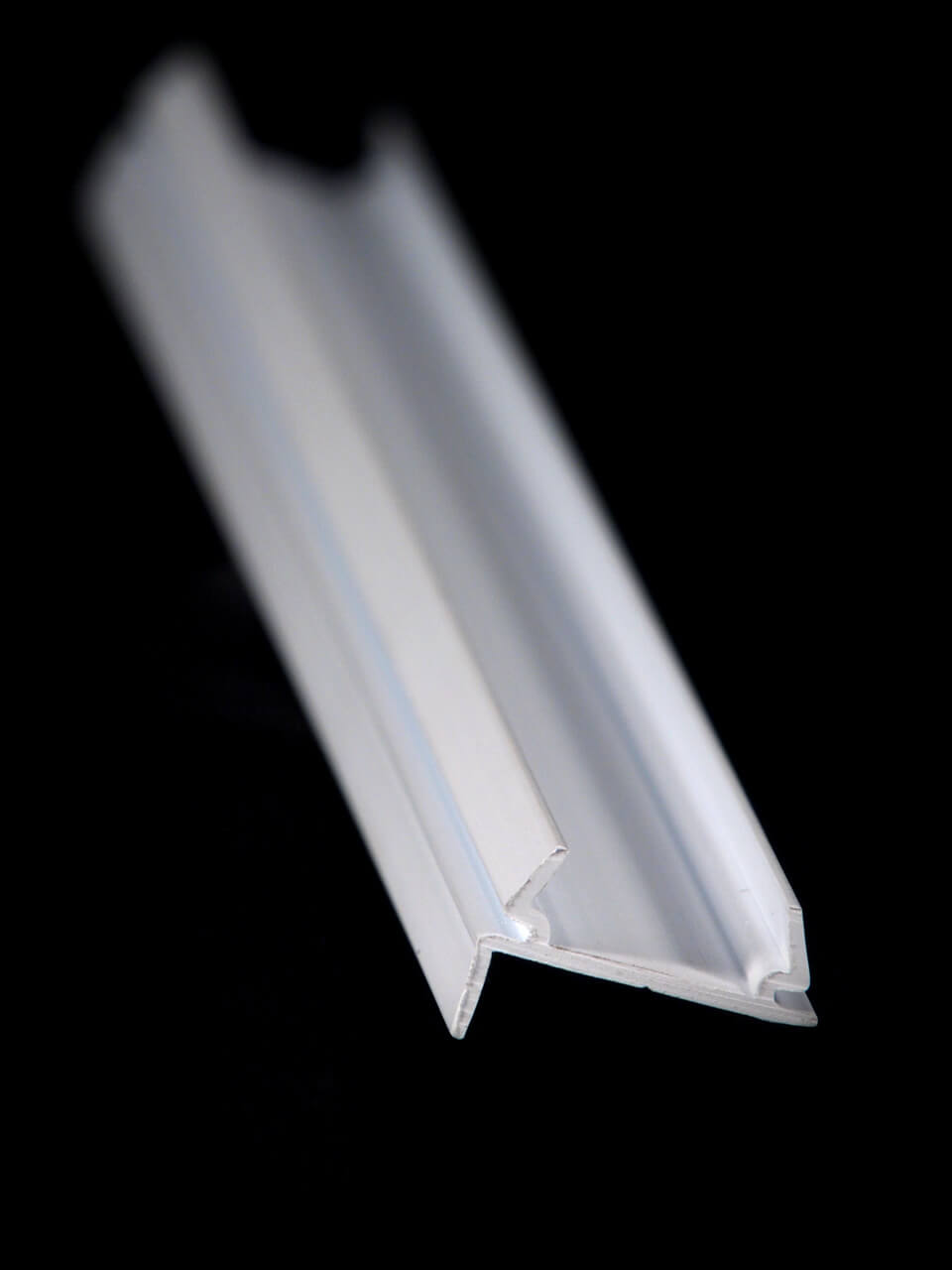
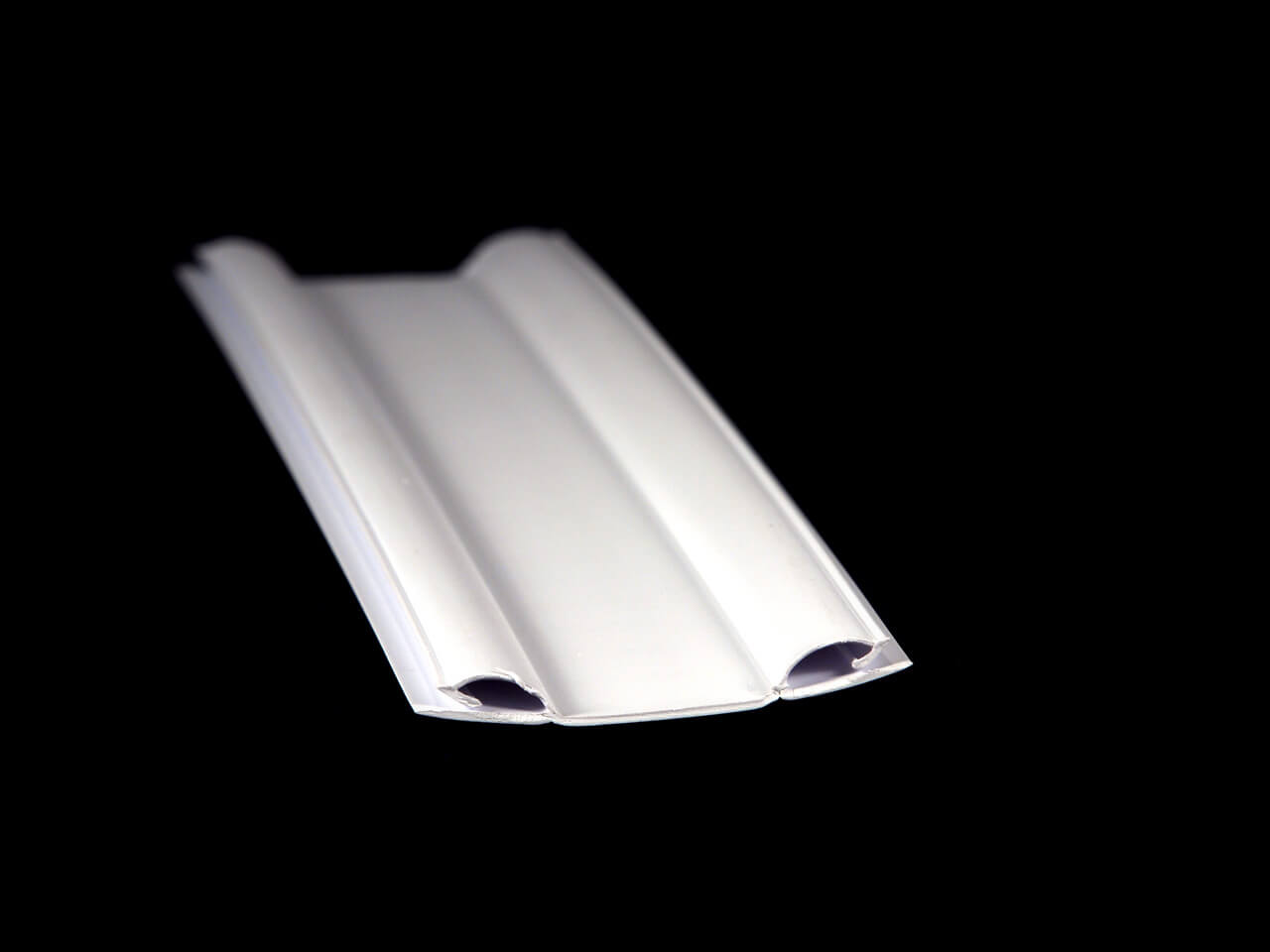
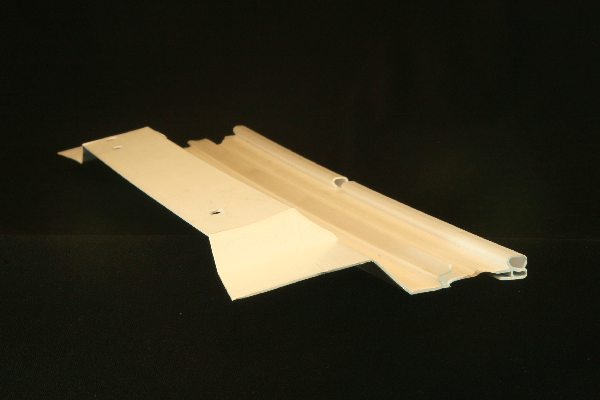
Large Dual Durometer Hinge Profile: This roll top door profile incorporated handles into the design as well as a flexible PVC hinge in the center of the profile to decrease the size of radius needed to roll the door up.(5in. x.5in.)
Large Dual Durometer Hinge Profile
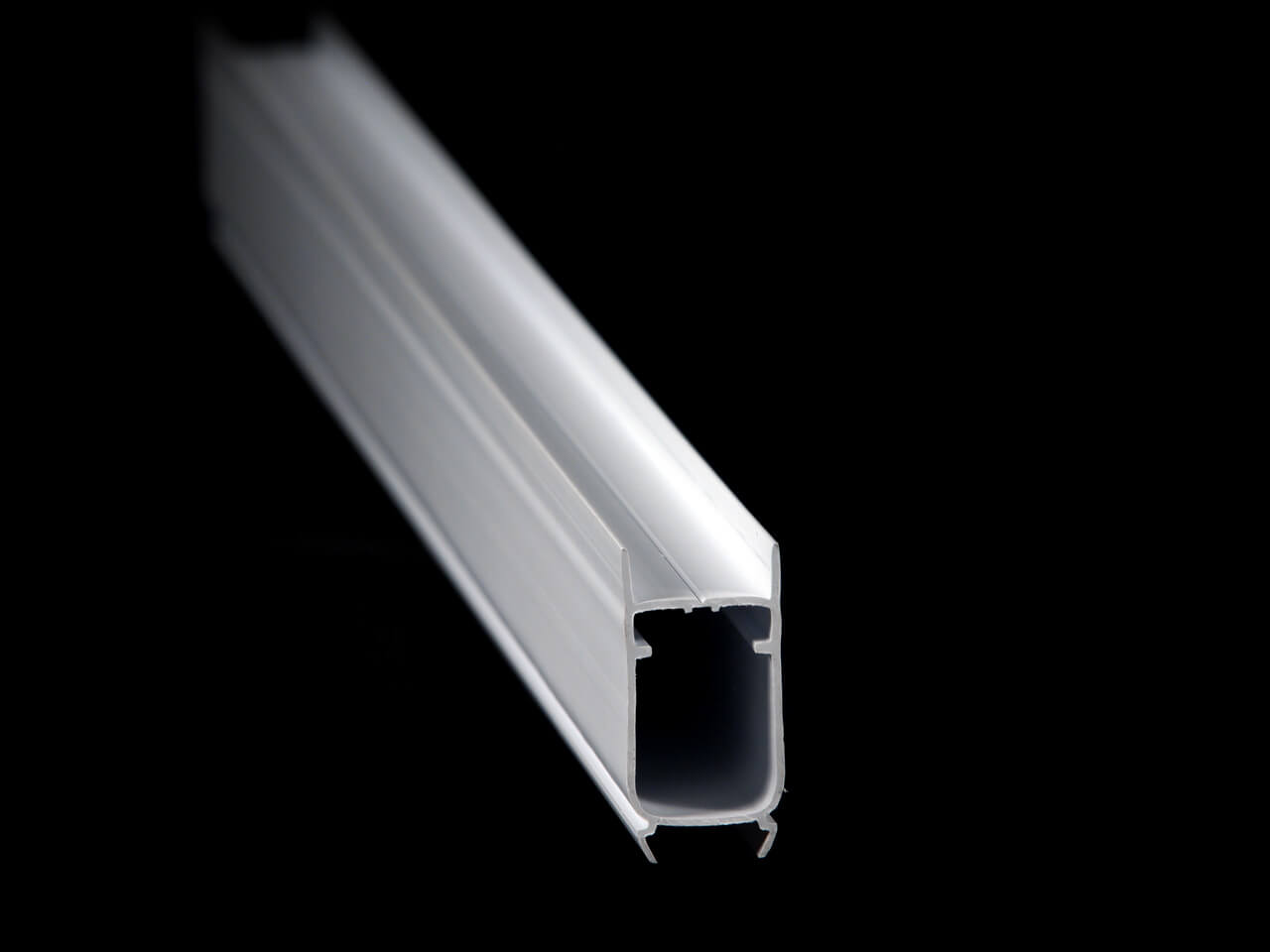
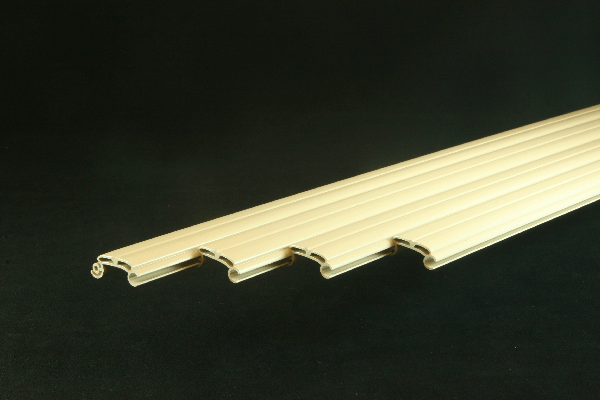
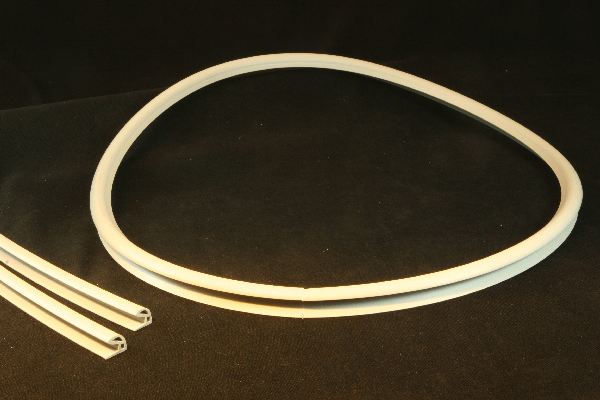
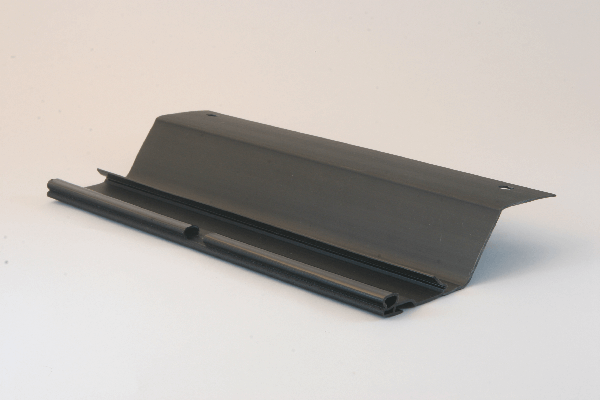
Tambour Extrusion: The tambour extrusion connects with itself forming a roll-up door. This configuration can also be used as a hinge between two parts. (.5in. x 1.5in.)
Tambour Extrusion
Push->CONNEX®: By overmolding the Push->CONNEX® utilizing our patented no-parting-line technology, we are able to provide you with the ideal end treatment for insert fittings. Benefits include, no die lines, perfectly round, and registration shoulder, and beveled leading edge to insure no gouging of the o-ring.
Push-->CONNEX®
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Air-Core® in the Middle of a Tube
In-line Punched Extrusion: This appearance critical capped ABS extrusion is punched and cut to length in-line. Corner keys are then sonically welded onto each end for ease of assembly by the customer. (5in.x2in.x18in.)
In-line Punched Extrusion
Post-formed Extrusion: This dual-extrusion rigid and flexible PVC profile is post-formed and punched to provide a finished part.
Post-formed Extrusion
Butt-welded gasket: Among Mercury Plastics? capability is hot plate welding such as used to butt-weld this gasket.
Butt-welded gasket
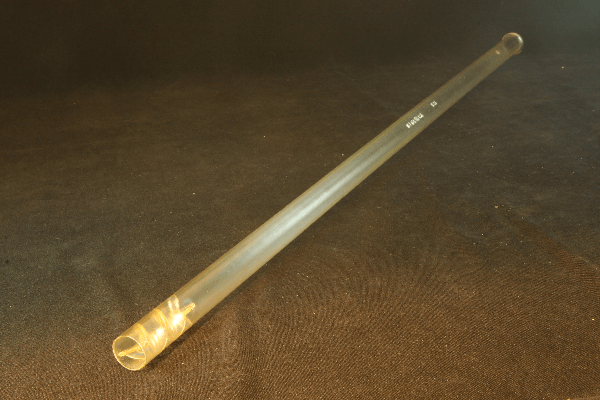
Polysulfone Diptube Assembly: Used in hot water heaters, this polysulfone diptube is extruded, belled on one end, punched on the other end and then a helix is installed into the tube.
Polysulfone Diptube Assembly
Dual Durometer Extrusion: This rigid and flexible PVC dual durometer profile is punched and cut-to-length in line.
Dual Durometer Extrusion
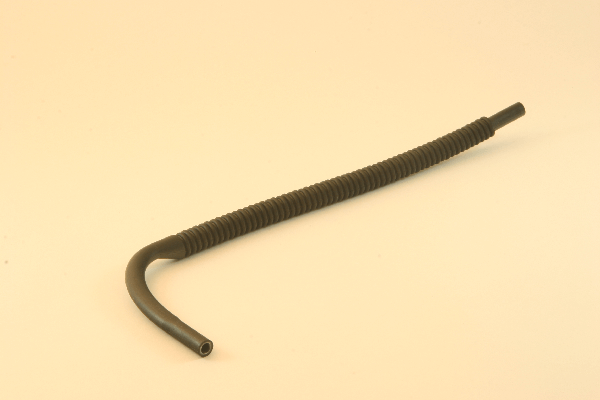
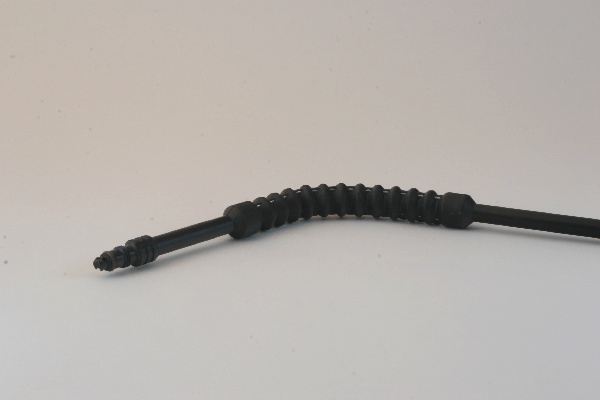
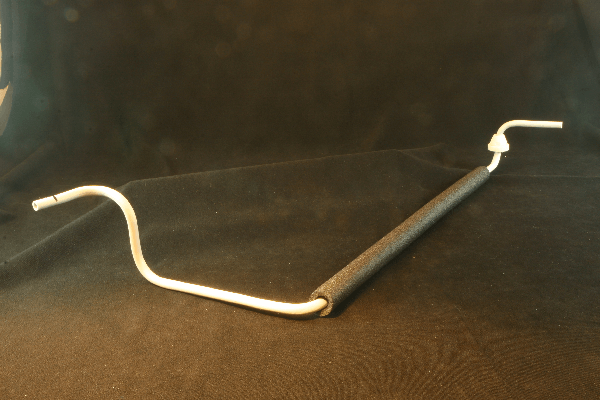
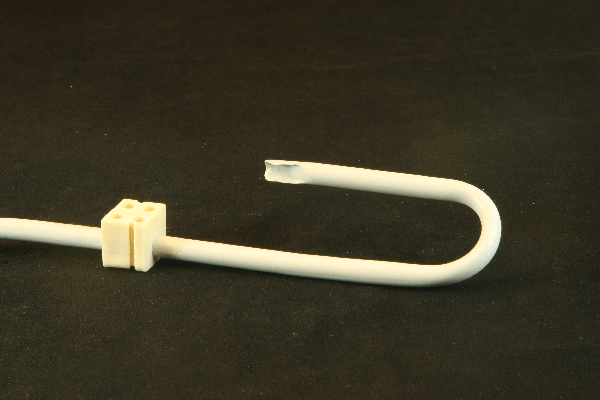
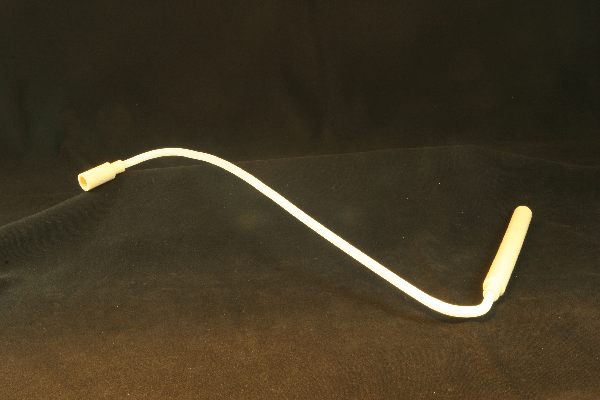
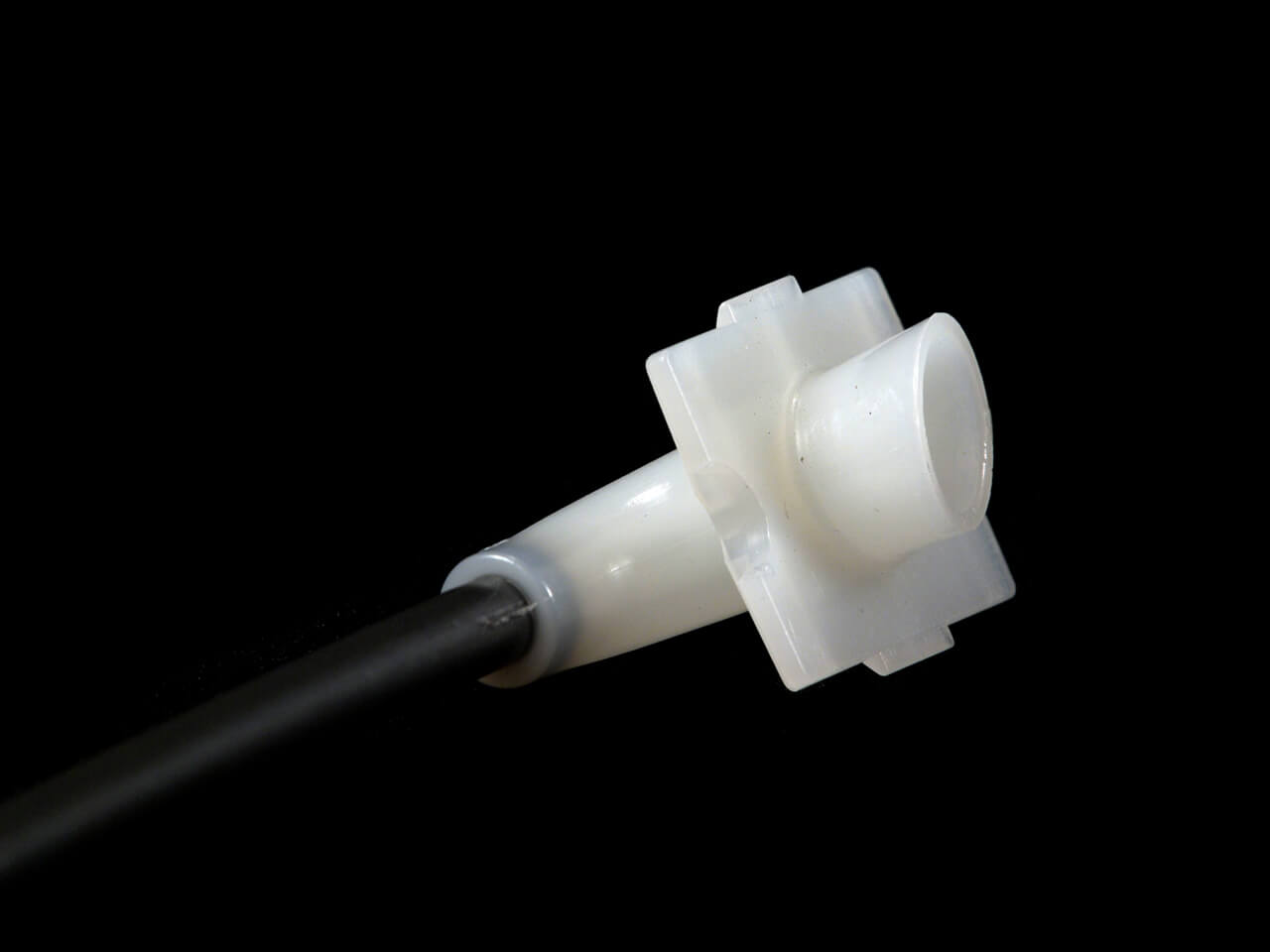
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Bend-n-Stay
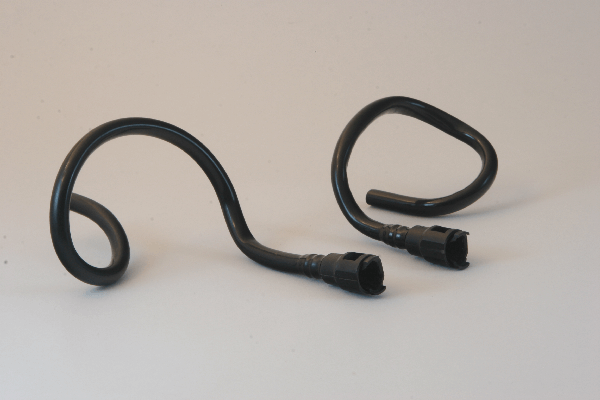
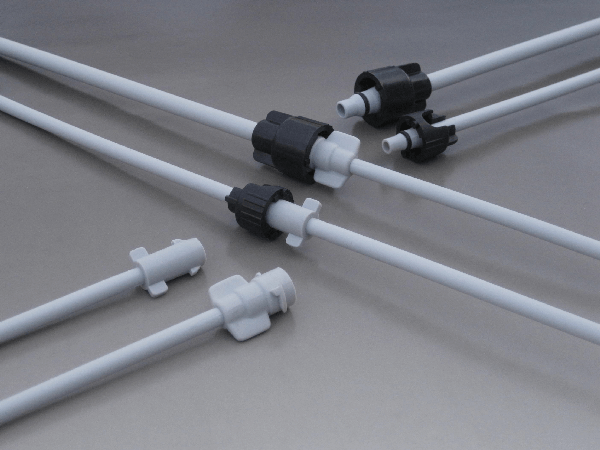
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Formed Nylon with Quick-Connects
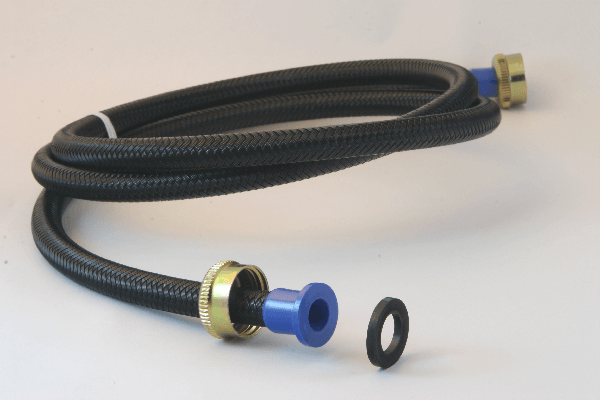
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Braided PEX Overmolded Washing Machine Hose
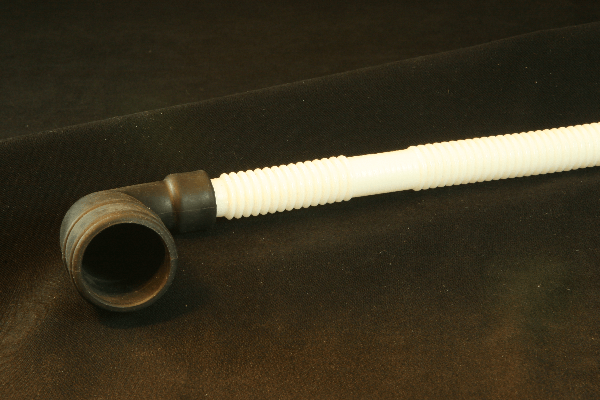
Corrugated Hose with Overmold: After extruding the polypropylene corrugated hose, we then overmold the Santoprene coupler. By overmolding the coupler directly onto the tube we reduce the assembly cost and eliminate a potential leak path.
Large Dual Durometer Hinge Profile: This roll top door profile incorporated handles into the design as well as a flexible PVC hinge in the center of the profile to decrease the size of radius needed to roll the door up.(5in. x.5in.)
Tambour Extrusion: The tambour extrusion connects with itself forming a roll-up door. This configuration can also be used as a hinge between two parts. (.5in. x 1.5in.)
Push->CONNEX®: By overmolding the Push->CONNEX® utilizing our patented no-parting-line technology, we are able to provide you with the ideal end treatment for insert fittings. Benefits include, no die lines, perfectly round, and registration shoulder, and beveled leading edge to insure no gouging of the o-ring.
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
In-line Punched Extrusion: This appearance critical capped ABS extrusion is punched and cut to length in-line. Corner keys are then sonically welded onto each end for ease of assembly by the customer. (5in.x2in.x18in.)
Polysulfone Diptube Assembly: Used in hot water heaters, this polysulfone diptube is extruded, belled on one end, punched on the other end and then a helix is installed into the tube.
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Corrugated Hose with Overmold: After extruding the polypropylene corrugated hose, we then overmold the Santoprene coupler. By overmolding the coupler directly onto the tube we reduce the assembly cost and eliminate a potential leak path.
Fabrication
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Air-Core® in the Middle of a Tube
Air-Core® PP Reservoir: After the Air-Core® process, both ends of this part are trimmed and notched to allow it to snap into the assembly.
Air-Core® PP Reservoir
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
Glass-filled Nylon Air-Core® with Mounts
In-line Punched Extrusion: This appearance critical capped ABS extrusion is punched and cut to length in-line. Corner keys are then sonically welded onto each end for ease of assembly by the customer. (5in.x2in.x18in.)
In-line Punched Extrusion
Post-formed Extrusion: This dual-extrusion rigid and flexible PVC profile is post-formed and punched to provide a finished part.
Post-formed Extrusion
Butt-welded gasket: Among Mercury Plastics? capability is hot plate welding such as used to butt-weld this gasket.
Butt-welded gasket
Polysulfone Diptube Assembly: Used in hot water heaters, this polysulfone diptube is extruded, belled on one end, punched on the other end and then a helix is installed into the tube.
Polysulfone Diptube Assembly
Dual Durometer Extrusion: This rigid and flexible PVC dual durometer profile is punched and cut-to-length in line.
Dual Durometer Extrusion
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Bend-n-Stay
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Formed Nylon with Quick-Connects
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Braided PEX Overmolded Washing Machine Hose
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Formed PP Tube with PP Overmolds
Formed Overmold: In order to provide a 90 degree connection, the PEX tube is overmolded on both ends and then formed.
Formed Overmold
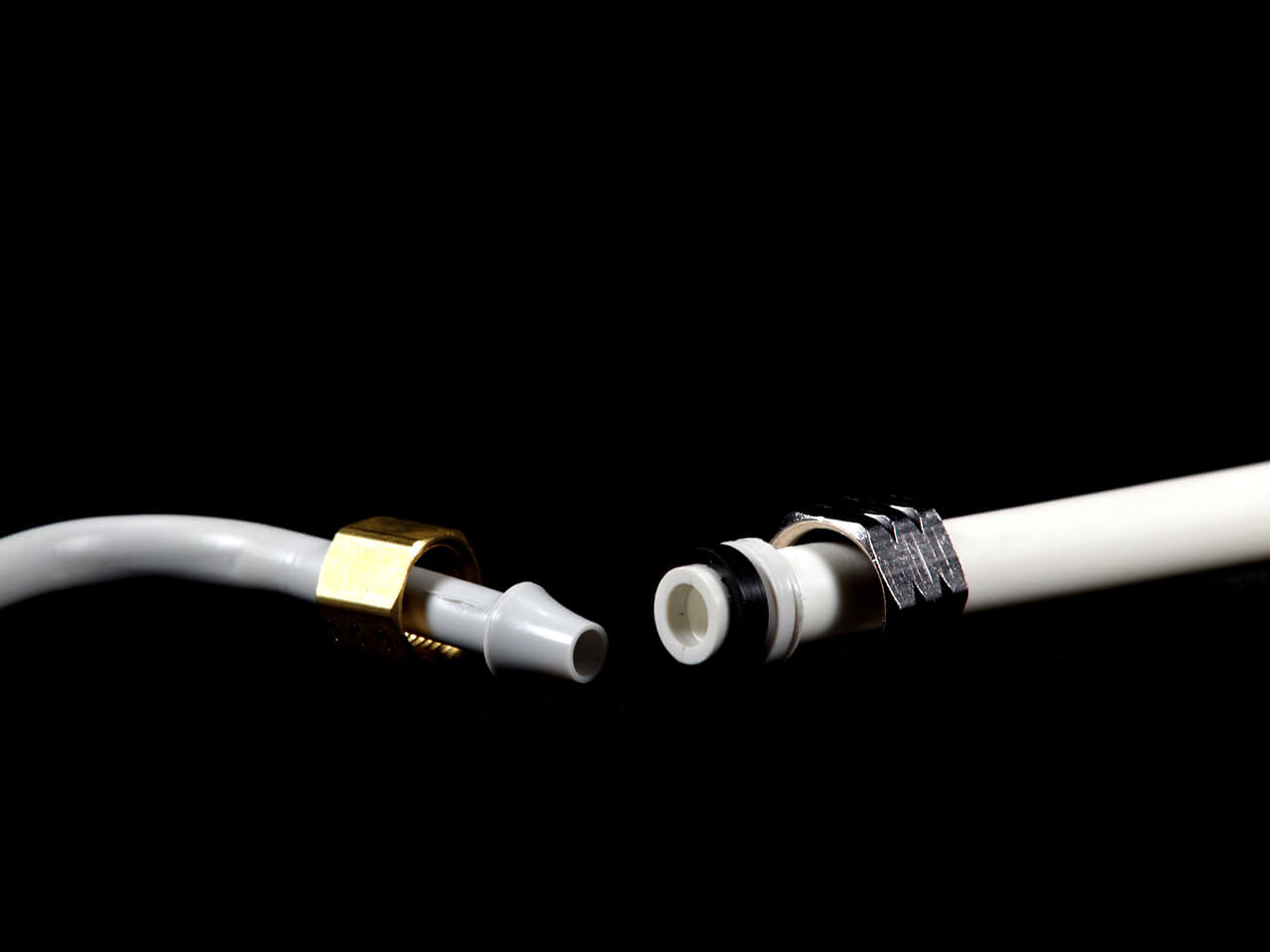
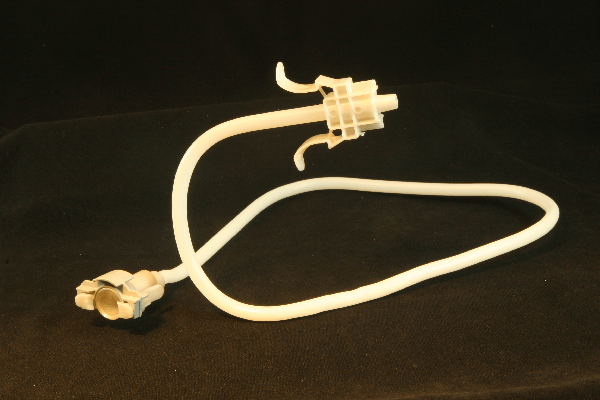
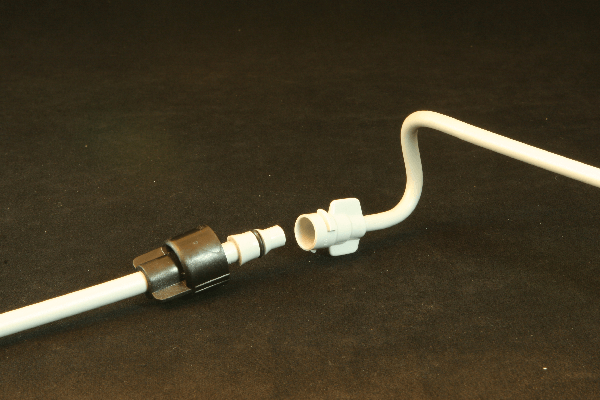
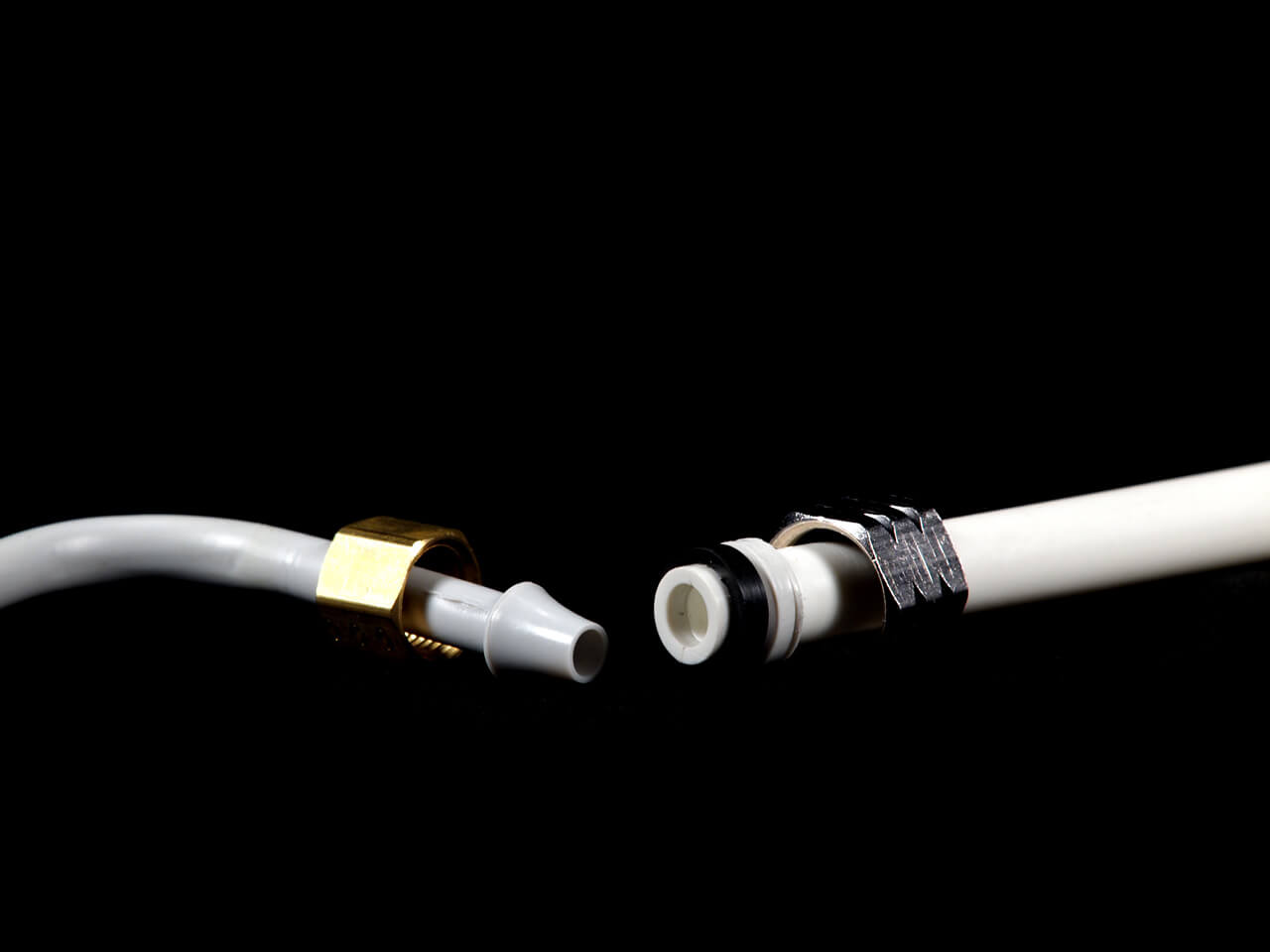
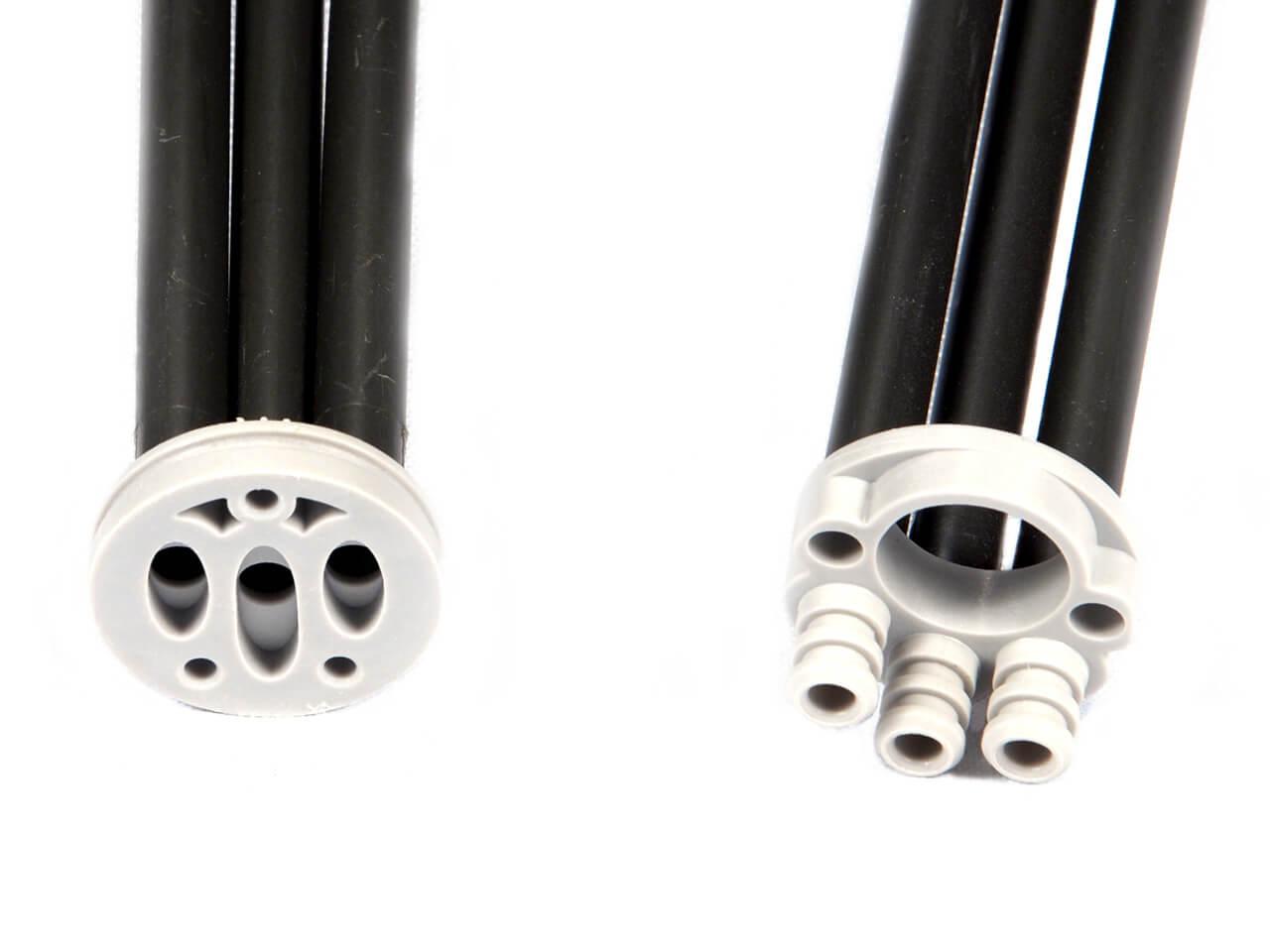
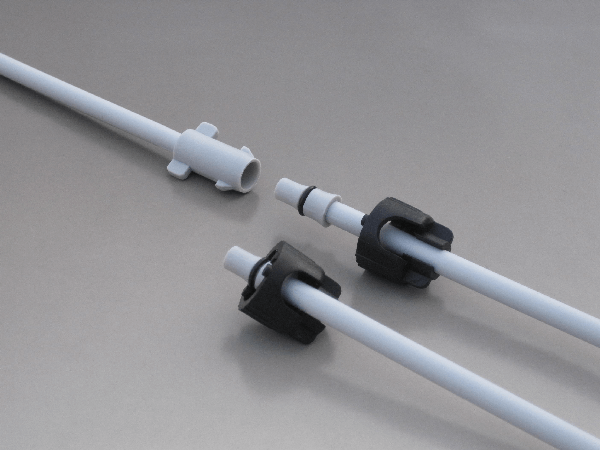
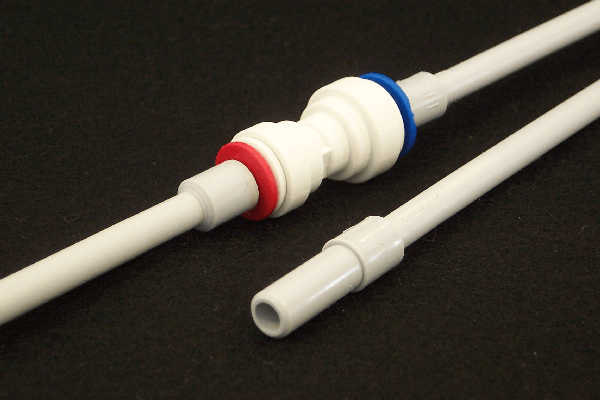
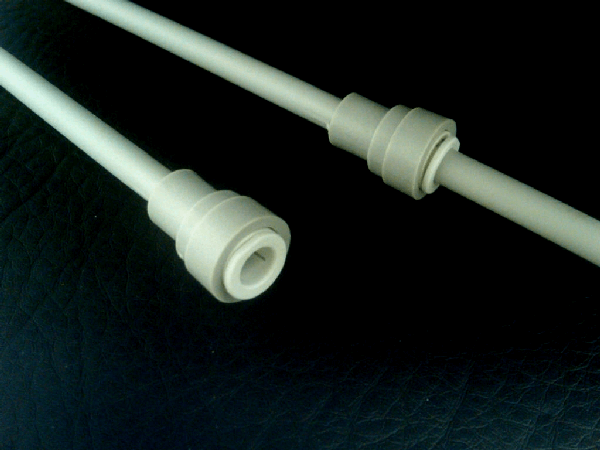
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Quarter Turn Connection
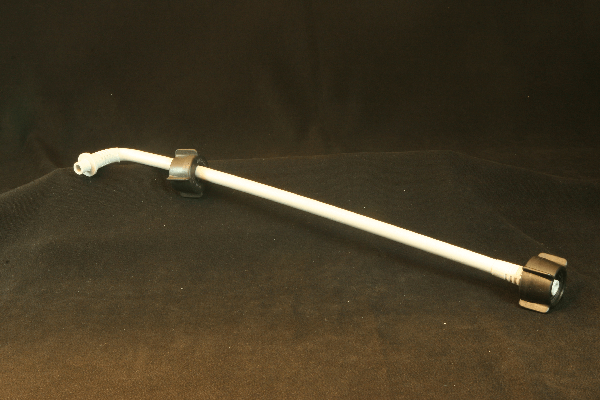
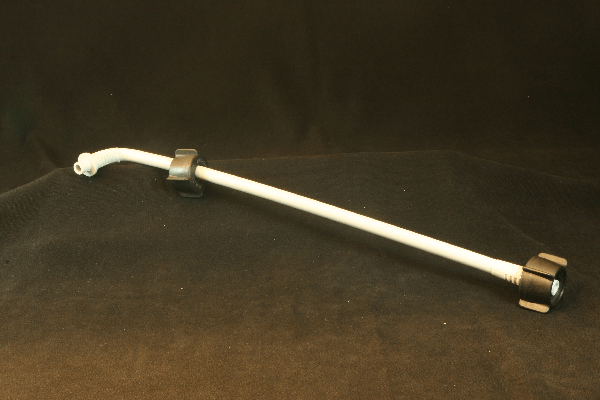
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Formed Tube Assembly
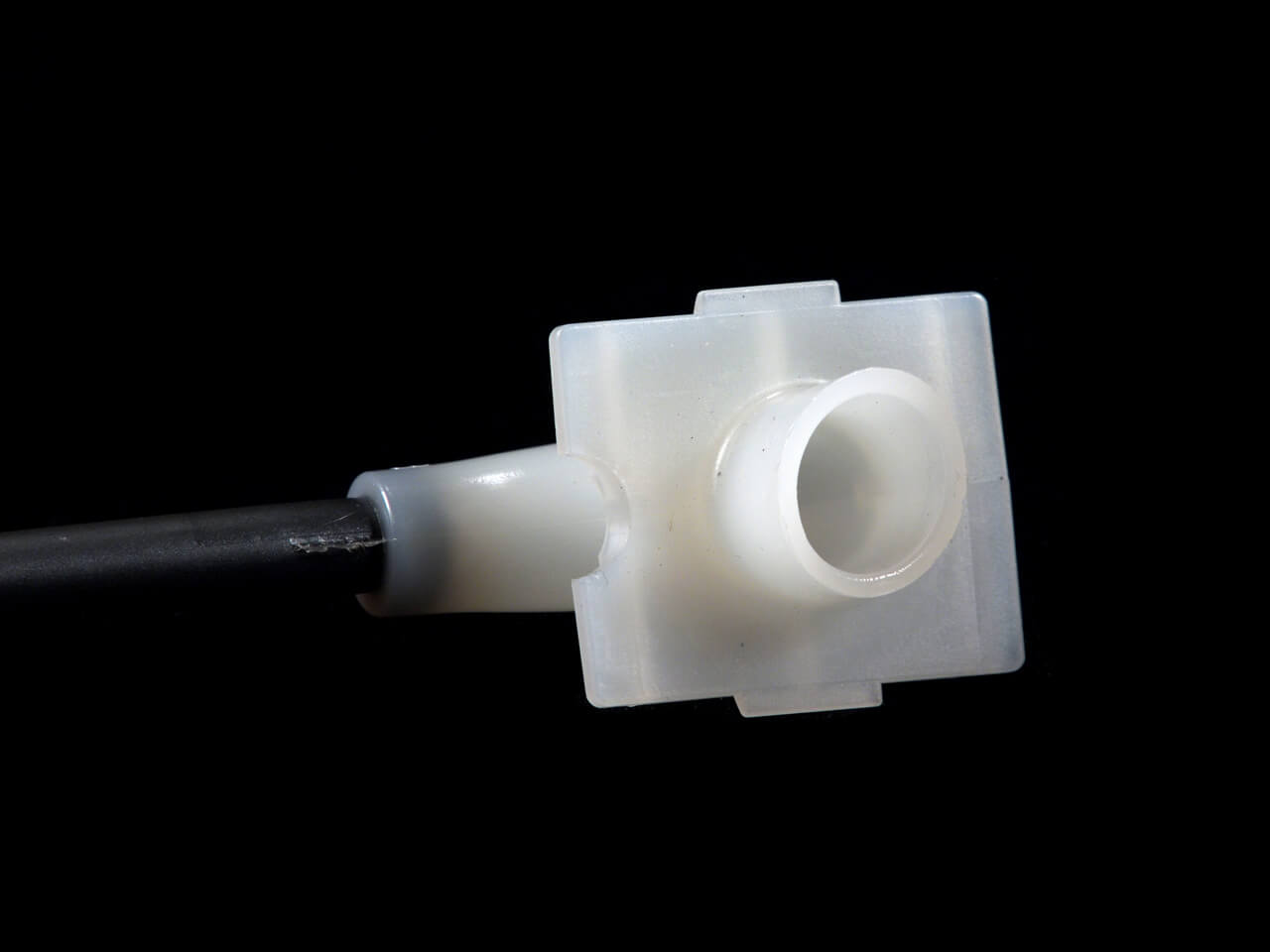
Form, Overmold, and Heat Seal: The mounting block is overmolded directly onto the tube, which is then formed and the end heat sealed.
Form, Overmold, and Heat Seal
Leak-free Assembly by Overmolding: The injection molded end part is inserted into the tube and then a band is overmolded over the joint to provide a leak-free assembly.
Air-Core® in the Middle of a Tube: The Air-Core® process allows us to blow a detailed shape anywhere along the length of an extruded tube or profile. This included convolutions, flow restrictions, mounting details, etc.
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
In-line Punched Extrusion: This appearance critical capped ABS extrusion is punched and cut to length in-line. Corner keys are then sonically welded onto each end for ease of assembly by the customer. (5in.x2in.x18in.)
Polysulfone Diptube Assembly: Used in hot water heaters, this polysulfone diptube is extruded, belled on one end, punched on the other end and then a helix is installed into the tube.
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Leak-free Assembly by Overmolding: The injection molded end part is inserted into the tube and then a band is overmolded over the joint to provide a leak-free assembly.
Forming
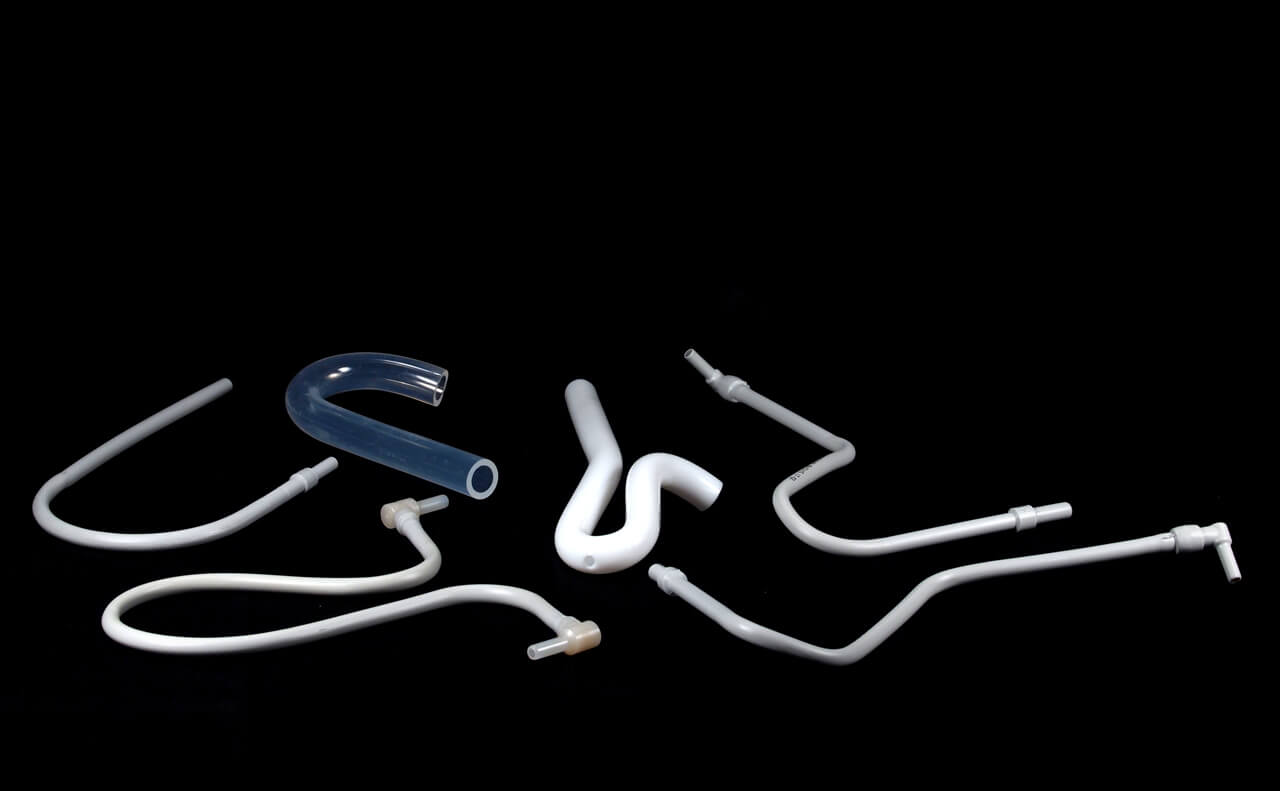
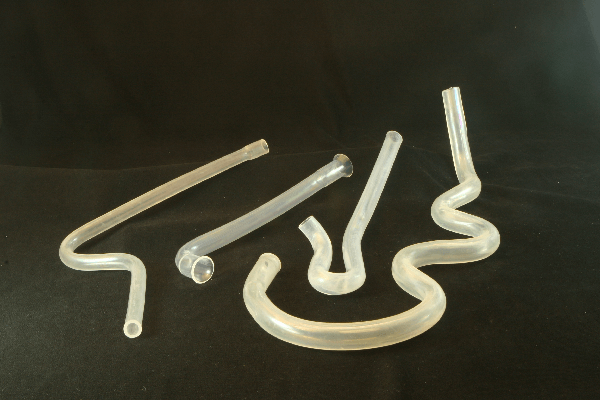
Formed Tubes: We can form almost any shape you can imagine
Formed Tubes
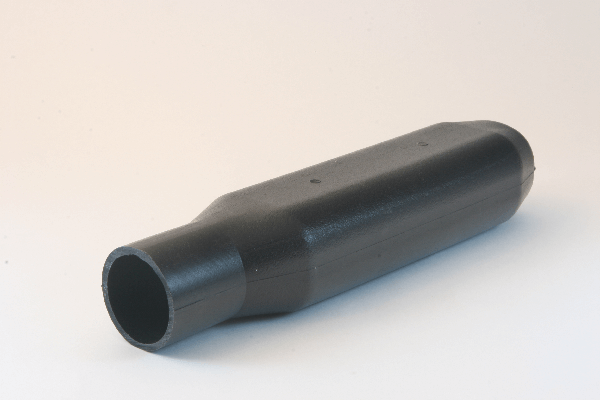
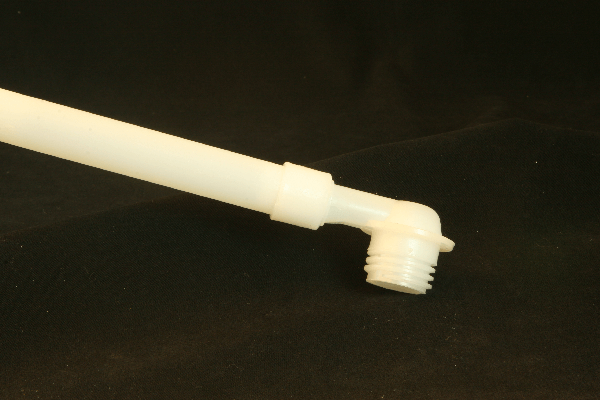
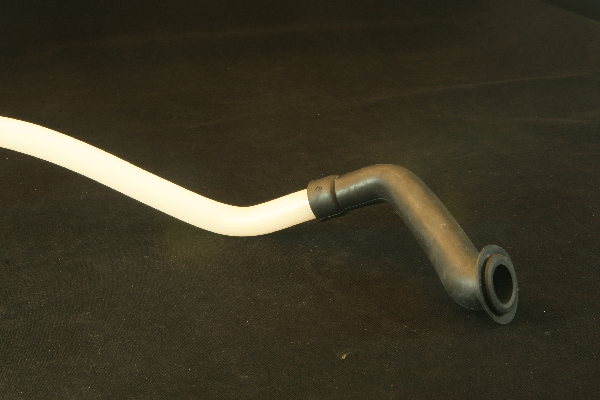
Large Elbow Overmold: Our overmold process allows us to put large complex overmolds onto the ends of extrusions.
Large Elbow Overmold
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
Glass-filled Nylon Air-Core® with Mounts
PEX 5-Pass Air-Core® Water Reservoir: This refrigerator water reservoir is able to withstand pressure in excess of 480 psi. The entrance and exit tubes are installed during the Air-Core® process to insure a leak-free connection. The entire assembly is produced using Mercury Plastics? PEX-OT material which provides superior odor and taste performance.
PEX 5-Pass Air-Core® Water Reservoir
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Bend-n-Stay
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Formed Nylon with Quick-Connects
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Formed PP Tube with PP Overmolds
Formed Overmold: In order to provide a 90 degree connection, the PEX tube is overmolded on both ends and then formed.
Formed Overmold
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Quarter Turn Connection
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Formed Tube Assembly
Form, Overmold, and Heat Seal: The mounting block is overmolded directly onto the tube, which is then formed and the end heat sealed.
Form, Overmold, and Heat Seal
Formed PP Tube with Santoprene Overmolded Ends: The function of this part required us to overmold larger diameter Santoprene tubes onto an extruded polypropylene tube and then form it to shape.
Glass-filled Nylon Air-Core® with Mounts: Glass-filled nylon was used for this part because of high heat requirements. This part illustrates the three dimensional capabilities of the Air-Core® process. It also shows how inserts can be added during the process for mounting or fastening.
PEX 5-Pass Air-Core® Water Reservoir: This refrigerator water reservoir is able to withstand pressure in excess of 480 psi. The entrance and exit tubes are installed during the Air-Core® process to insure a leak-free connection. The entire assembly is produced using Mercury Plastics? PEX-OT material which provides superior odor and taste performance.
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Formed PP Tube with Santoprene Overmolded Ends: The function of this part required us to overmold larger diameter Santoprene tubes onto an extruded polypropylene tube and then form it to shape.
Injection Overmolding
Push->CONNEX®: By overmolding the Push->CONNEX® utilizing our patented no-parting-line technology, we are able to provide you with the ideal end treatment for insert fittings. Benefits include, no die lines, perfectly round, and registration shoulder, and beveled leading edge to insure no gouging of the o-ring.
Push-->CONNEX®
Large Elbow Overmold: Our overmold process allows us to put large complex overmolds onto the ends of extrusions.
Large Elbow Overmold
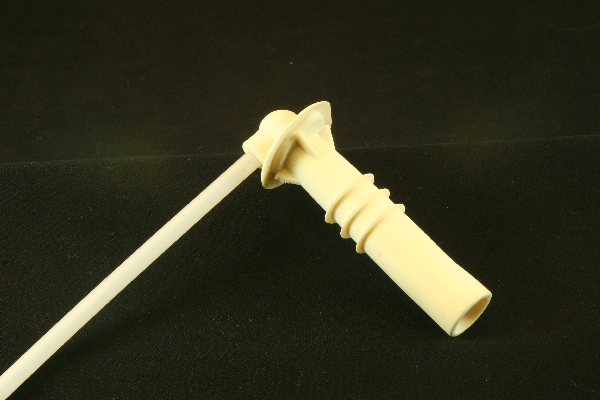
Overmolded Fill Tube Assembly: By molding a Santoprene fill tube directly onto a polypropylene water tube, we are able to provide a leak-proof joint and a completed assembly.
Overmolded Fill Tube Assembly
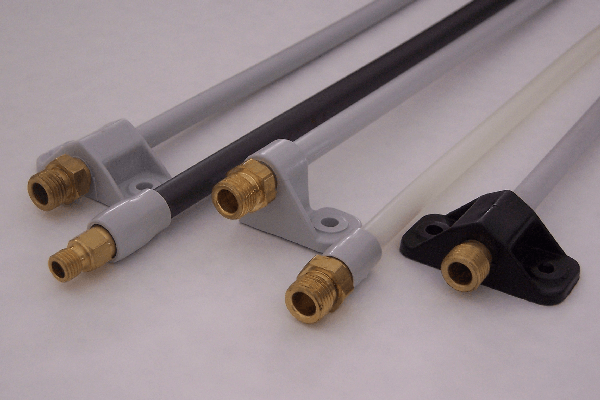
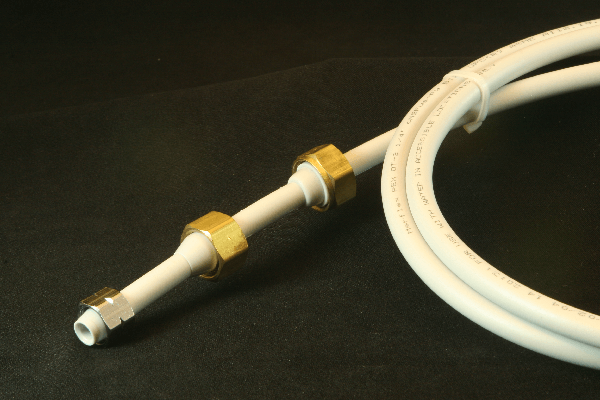
These CONNEX® overmolded mounting brackets and collars utilizes Merflex? PEX?s excellent creep resistance properties to securely hold the brass inserts, providing a robust metal thread connection point without requiring any additional clamps or mounting hardware.
Metal Connections
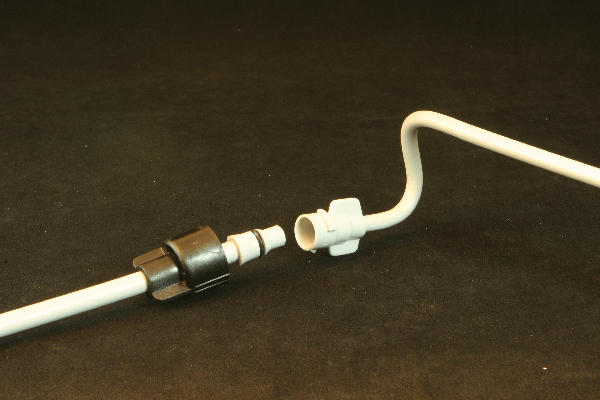
The patented design of our Slip-Thru nut that can be used with our Quarter-Turn Connection, allows for the nut to be installed onto the tube from the connection end. For instances when the tube must pass through a small hole and the nut is too large to fit, we have designed a side access on the nut to allow easy assembly of the nut onto the tube after the tube has been inserted through the hole. Installing the nut is quick and can easily be done on an assembly line.
Quarter-Turn Slip-Thru Nut
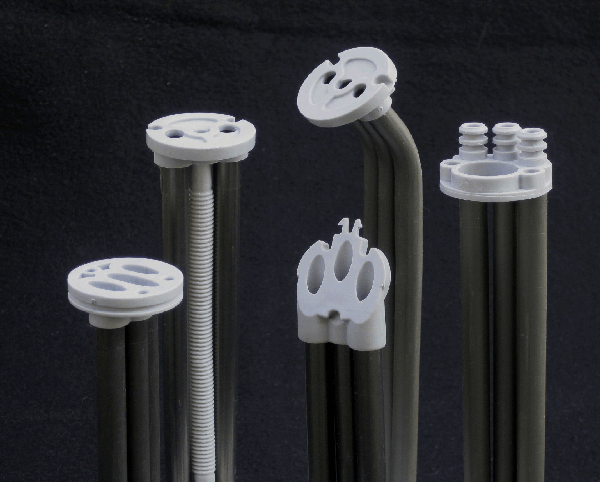
Mercury Plastics uses the Connex® overmolding process to combine two or more tubes for the transfer of air, water or other fluids. The finished component provides a one-piece assembly with leak-free connections, fewer SKU?s, easy connections that can be used in hot or cold environments and lower final assembly costs.
Overmolded Multi-tube Assemblies
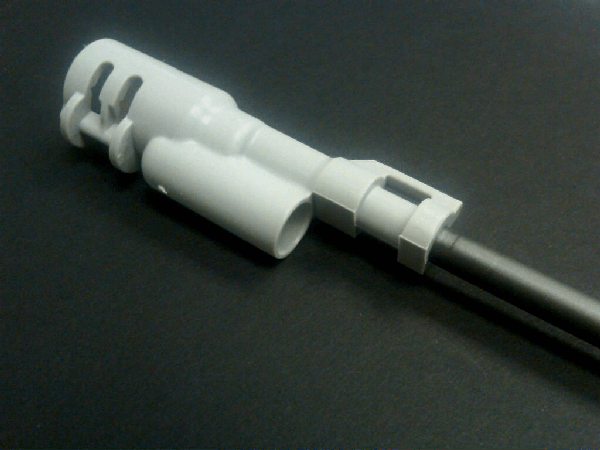
Using our CONNEX® overmolding technology, we are able to overmold complicated quick connects onto the ends of tubes with critical internal o-ring sealing surfaces as shown by the large overmold on this part.
Complicated Quick Connects
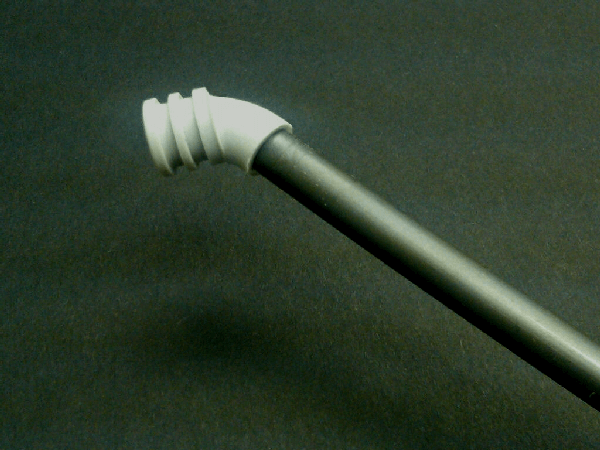
This part illustrates Mercury?s ability to overmold an angle outlet with critical external o-ring grooves.
Curved Overmold with O-ring Grooves
PEX Universal Dishwasher Hook-up: Our patented overmolding process allows us to overmold onto cross-linked polyethylene tubing (PEX). Illustrated here are three details that have been overmolded onto the tube.
PEX Universal Dishwasher Hook-up
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Bend-n-Stay
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Formed Nylon with Quick-Connects
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Braided PEX Overmolded Washing Machine Hose
Corrugated Hose with Overmold: After extruding the polypropylene corrugated hose, we then overmold the Santoprene coupler. By overmolding the coupler directly onto the tube we reduce the assembly cost and eliminate a potential leak path.
Corrugated Hose with Overmold
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Formed PP Tube with PP Overmolds
Formed Overmold: In order to provide a 90 degree connection, the PEX tube is overmolded on both ends and then formed.
Formed Overmold
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Quarter Turn Connection
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Formed Tube Assembly
Form, Overmold, and Heat Seal: The mounting block is overmolded directly onto the tube, which is then formed and the end heat sealed.
Form, Overmold, and Heat Seal
Leak-free Assembly by Overmolding: The injection molded end part is inserted into the tube and then a band is overmolded over the joint to provide a leak-free assembly.
Leak-free Assembly by Overmolding
Formed PP Tube with Santoprene Overmolded Ends: The function of this part required us to overmold larger diameter Santoprene tubes onto an extruded polypropylene tube and then form it to shape.
Formed PP Tube with Santoprene Overmolded Ends
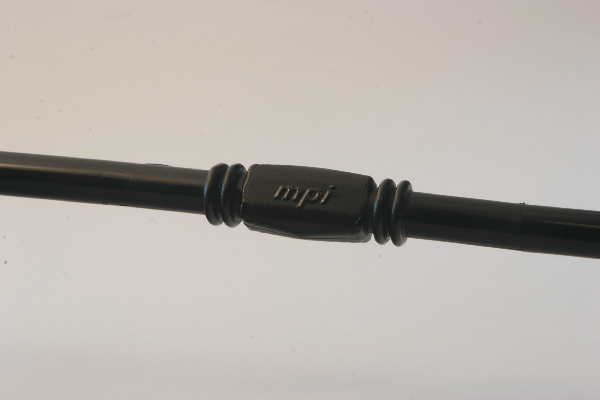
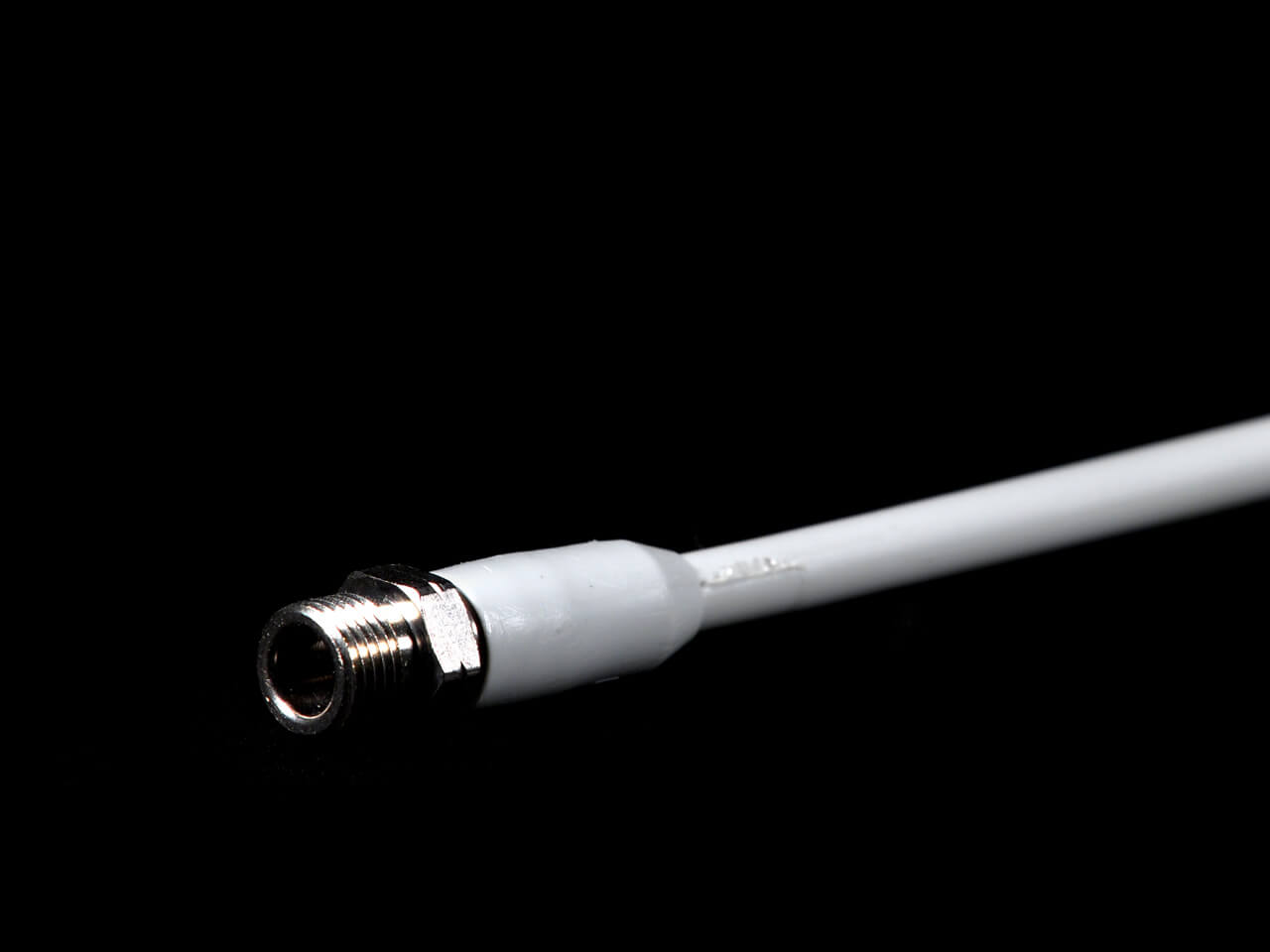
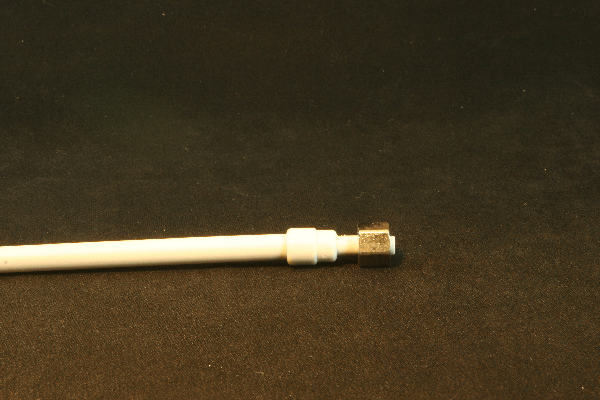
Injection Overmolded Bulb and Nut: Our patented injection overmolding method is used to produce this .312 OD tube with a .250 OD Nut and Bulb connection.
Injection Overmolded Bulb and Nut
Mercury Plastics patented Push>Connect overmolds have been designed to provide the optimum sealing surface for push-in type fittings. Most leaks associated with push-in fittings are caused by die lines in the tubing or o-rings cut during tube insertion, tubing getting ovalized when cut, out-of-tolerance tubing, or tubing not inserted enough. Our Push>Connect has been designed to solve these problems. The barrel has no parting line and the optimum molded sealing surface. Because the Push>Connect are molded onto the end of the tube, they are perfectly round and are held to tighter tolerance than the extrusion process will allow. The end of the barrel has a beveled edge, so it won?t cut the o-ring and the collar on the part provides an insertion reference point, letting you know when you are fully engaged into the fitting. In addition, we can put a 5/16 OD Push>Connect onto a 1/4 OD tube or mold the ends in any color to aid in Poke-Yoke. All of these benefits add up to a more robust error free connection.
Push>Connect
The unique properties of Merflex? PEX makes these three Mercury Plastics designed water connections possible. Because Merflex PEX is cross-linked, it always wants to return back to the shape it was cross-linked in; therefore, it has excellent creep and compression set resistance. This makes it a great material for molding connections. Our Quarter-Turn Connection was designed to be disconnect and re-connected time and time again without failure. It is very intuitive and has a reassuring ?click? to let you know that it is securely closed.
Quarter-Turn Connections
Reducing and improving connections is a specialty of Mercury Plastics. By CONNEX® overmolding onto one end of the tube the body of a push-in type fitting, we have removed one potential leak point of a push-in connector. Also, by molding the push-fitting body directly onto the tube, we have reduced the fitting cost and the assembly cost.
Push->CONNEX®: By overmolding the Push->CONNEX® utilizing our patented no-parting-line technology, we are able to provide you with the ideal end treatment for insert fittings. Benefits include, no die lines, perfectly round, and registration shoulder, and beveled leading edge to insure no gouging of the o-ring.
Overmolded Fill Tube Assembly: By molding a Santoprene fill tube directly onto a polypropylene water tube, we are able to provide a leak-proof joint and a completed assembly.
These CONNEX® overmolded mounting brackets and collars utilizes Merflex? PEX?s excellent creep resistance properties to securely hold the brass inserts, providing a robust metal thread connection point without requiring any additional clamps or mounting hardware.
The patented design of our Slip-Thru nut that can be used with our Quarter-Turn Connection, allows for the nut to be installed onto the tube from the connection end. For instances when the tube must pass through a small hole and the nut is too large to fit, we have designed a side access on the nut to allow easy assembly of the nut onto the tube after the tube has been inserted through the hole. Installing the nut is quick and can easily be done on an assembly line.
Mercury Plastics uses the Connex® overmolding process to combine two or more tubes for the transfer of air, water or other fluids. The finished component provides a one-piece assembly with leak-free connections, fewer SKU?s, easy connections that can be used in hot or cold environments and lower final assembly costs.
Using our CONNEX® overmolding technology, we are able to overmold complicated quick connects onto the ends of tubes with critical internal o-ring sealing surfaces as shown by the large overmold on this part.
PEX Universal Dishwasher Hook-up: Our patented overmolding process allows us to overmold onto cross-linked polyethylene tubing (PEX). Illustrated here are three details that have been overmolded onto the tube.
Bend-n-Stay: A wire is encased in the Santoprene overmold which allows the polypropylene tube to hold its shape once it is bent. Spin welding is utilized to attach the nozzle assembly to the tube.
Formed Nylon with Quick-Connects: These formed nylon tubes have quick-connects inserted into the ends. Mercury Plastics also has the capabilities to overmold the quick-connects directly onto the tubes.
Braided PEX Overmolded Washing Machine Hose: Any likelihood of water damage is practically eliminated with our braided PEX overmolded washing machine hose. We have replaced the traditional rubber hose with crimped fittings with our braided PEX tubing with the fittings overmolded directly onto the tubing to insure a leak free connection.
Corrugated Hose with Overmold: After extruding the polypropylene corrugated hose, we then overmold the Santoprene coupler. By overmolding the coupler directly onto the tube we reduce the assembly cost and eliminate a potential leak path.
Formed PP Tube with PP Overmolds: This part required us to form the extruded polypropylene tube to fit around other components in the assembly. We have also overmolded directly onto the tube the filled polypropylene quick connects reducing potential leak paths as well as assembly time.
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Formed Tube Assembly: To make this tube we extrude the tube, install the foam insulation, overmold the grommet, form the tube, and cross-link the assembly via our electron beam.
Leak-free Assembly by Overmolding: The injection molded end part is inserted into the tube and then a band is overmolded over the joint to provide a leak-free assembly.
Formed PP Tube with Santoprene Overmolded Ends: The function of this part required us to overmold larger diameter Santoprene tubes onto an extruded polypropylene tube and then form it to shape.
Injection Overmolded Bulb and Nut: Our patented injection overmolding method is used to produce this .312 OD tube with a .250 OD Nut and Bulb connection.
Mercury Plastics patented Push>Connect overmolds have been designed to provide the optimum sealing surface for push-in type fittings. Most leaks associated with push-in fittings are caused by die lines in the tubing or o-rings cut during tube insertion, tubing getting ovalized when cut, out-of-tolerance tubing, or tubing not inserted enough. Our Push>Connect has been designed to solve these problems. The barrel has no parting line and the optimum molded sealing surface. Because the Push>Connect are molded onto the end of the tube, they are perfectly round and are held to tighter tolerance than the extrusion process will allow. The end of the barrel has a beveled edge, so it won?t cut the o-ring and the collar on the part provides an insertion reference point, letting you know when you are fully engaged into the fitting. In addition, we can put a 5/16 OD Push>Connect onto a 1/4 OD tube or mold the ends in any color to aid in Poke-Yoke. All of these benefits add up to a more robust error free connection.
The unique properties of Merflex? PEX makes these three Mercury Plastics designed water connections possible. Because Merflex PEX is cross-linked, it always wants to return back to the shape it was cross-linked in; therefore, it has excellent creep and compression set resistance. This makes it a great material for molding connections. Our Quarter-Turn Connection was designed to be disconnect and re-connected time and time again without failure. It is very intuitive and has a reassuring ?click? to let you know that it is securely closed.
Reducing and improving connections is a specialty of Mercury Plastics. By CONNEX® overmolding onto one end of the tube the body of a push-in type fitting, we have removed one potential leak point of a push-in connector. Also, by molding the push-fitting body directly onto the tube, we have reduced the fitting cost and the assembly cost.
Plumbing Products
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Quarter Turn Connection
Formed Overmold: In order to provide a 90 degree connection, the PEX tube is overmolded on both ends and then formed.
Formed Overmold
Overmolded Fill Tube Assembly: By molding a Santoprene fill tube directly onto a polypropylene water tube, we are able to provide a leak-proof joint and a completed assembly.
Overmolded Fill Tube Assembly
Push->CONNEX®: By overmolding the Push->CONNEX® utilizing our patented no-parting-line technology, we are able to provide you with the ideal end treatment for insert fittings. Benefits include, no die lines, perfectly round, and registration shoulder, and beveled leading edge to insure no gouging of the o-ring.
Push-->CONNEX®
PEX Universal Dishwasher Hook-up: Our patented overmolding process allows us to overmold onto cross-linked polyethylene tubing (PEX). Illustrated here are three details that have been overmolded onto the tube.
PEX Universal Dishwasher Hook-up
Injection Overmolded Bulb and Nut: Our patented injection overmolding method is used to produce this .312 OD tube with a .250 OD Nut and Bulb connection.
Injection Overmolded Bulb and Nut
Mercury Plastics patented Push>Connect overmolds have been designed to provide the optimum sealing surface for push-in type fittings. Most leaks associated with push-in fittings are caused by die lines in the tubing or o-rings cut during tube insertion, tubing getting ovalized when cut, out-of-tolerance tubing, or tubing not inserted enough. Our Push>Connect has been designed to solve these problems. The barrel has no parting line and the optimum molded sealing surface. Because the Push>Connect are molded onto the end of the tube, they are perfectly round and are held to tighter tolerance than the extrusion process will allow. The end of the barrel has a beveled edge, so it won?t cut the o-ring and the collar on the part provides an insertion reference point, letting you know when you are fully engaged into the fitting. In addition, we can put a 5/16 OD Push>Connect onto a 1/4 OD tube or mold the ends in any color to aid in Poke-Yoke. All of these benefits add up to a more robust error free connection.
Push>Connect
The unique properties of Merflex? PEX makes these three Mercury Plastics designed water connections possible. Because Merflex PEX is cross-linked, it always wants to return back to the shape it was cross-linked in; therefore, it has excellent creep and compression set resistance. This makes it a great material for molding connections. Our Quarter-Turn Connection was designed to be disconnect and re-connected time and time again without failure. It is very intuitive and has a reassuring ?click? to let you know that it is securely closed.
Quarter-Turn Connections
Reducing and improving connections is a specialty of Mercury Plastics. By CONNEX® overmolding onto one end of the tube the body of a push-in type fitting, we have removed one potential leak point of a push-in connector. Also, by molding the push-fitting body directly onto the tube, we have reduced the fitting cost and the assembly cost.
Quarter Turn Connection: This patented design requires only a quarter of a turn to make a leak free connection. The overmolded male end detail with an o-ring groove is inserted into the female overmolded end. The two ends are locked together by a nylon nut which locks onto tabs that are molded onto the outside radius of the female end. The female tube is also formed to provide easy assembly.
Overmolded Fill Tube Assembly: By molding a Santoprene fill tube directly onto a polypropylene water tube, we are able to provide a leak-proof joint and a completed assembly.
Push->CONNEX®: By overmolding the Push->CONNEX® utilizing our patented no-parting-line technology, we are able to provide you with the ideal end treatment for insert fittings. Benefits include, no die lines, perfectly round, and registration shoulder, and beveled leading edge to insure no gouging of the o-ring.
PEX Universal Dishwasher Hook-up: Our patented overmolding process allows us to overmold onto cross-linked polyethylene tubing (PEX). Illustrated here are three details that have been overmolded onto the tube.
Injection Overmolded Bulb and Nut: Our patented injection overmolding method is used to produce this .312 OD tube with a .250 OD Nut and Bulb connection.
Mercury Plastics patented Push>Connect overmolds have been designed to provide the optimum sealing surface for push-in type fittings. Most leaks associated with push-in fittings are caused by die lines in the tubing or o-rings cut during tube insertion, tubing getting ovalized when cut, out-of-tolerance tubing, or tubing not inserted enough. Our Push>Connect has been designed to solve these problems. The barrel has no parting line and the optimum molded sealing surface. Because the Push>Connect are molded onto the end of the tube, they are perfectly round and are held to tighter tolerance than the extrusion process will allow. The end of the barrel has a beveled edge, so it won?t cut the o-ring and the collar on the part provides an insertion reference point, letting you know when you are fully engaged into the fitting. In addition, we can put a 5/16 OD Push>Connect onto a 1/4 OD tube or mold the ends in any color to aid in Poke-Yoke. All of these benefits add up to a more robust error free connection.
The unique properties of Merflex? PEX makes these three Mercury Plastics designed water connections possible. Because Merflex PEX is cross-linked, it always wants to return back to the shape it was cross-linked in; therefore, it has excellent creep and compression set resistance. This makes it a great material for molding connections. Our Quarter-Turn Connection was designed to be disconnect and re-connected time and time again without failure. It is very intuitive and has a reassuring ?click? to let you know that it is securely closed.
Reducing and improving connections is a specialty of Mercury Plastics. By CONNEX® overmolding onto one end of the tube the body of a push-in type fitting, we have removed one potential leak point of a push-in connector. Also, by molding the push-fitting body directly onto the tube, we have reduced the fitting cost and the assembly cost.
The Air-Core® process is the perfect process for making high pressure containers, capable of holding pressures in excess of 1,000 psi. Because Air-Core® parts start out as tubes; there are no seams, so the hoop strength of the material is capitalized on. Cross-linking the tanks also increase their strength and durability. The tube connections are made during the Air-Core® process, insuring a strong leak-free connection every time.